Seperti kita ketahui bahwa untuk menghitung ketidakpastian gabungan hasil pengujian, maka komponen-komponen ketidakpastian baku dari masing-masing sumber ketidakpastian harus digabungkan. Ketidakpastian baku tersebut dapat bersumber dari :
- Ketidakpastian baku yang bersumber dari neraca
- Ketidakpastian baku yang bersumber dari presisi metode
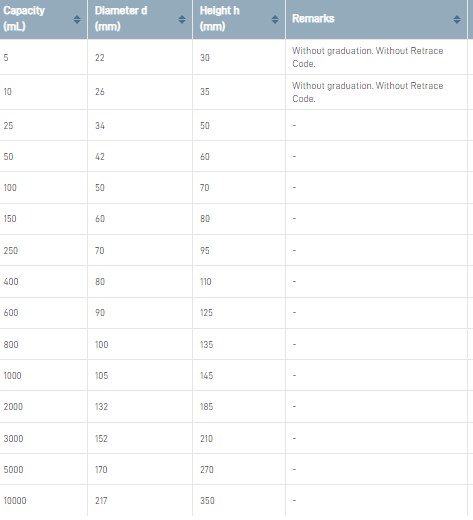
- Ketidakpastian baku yang bersumber dari peralatan gelas
- dll
Nah aada kesempatan kali ini akan dibahas perhitungan estimasi ketidakpastian neraca tersebut.
Perhitungan Estimasi Ketidakpastian Neraca
Neraca digunakan dalam laboratorium atau pada pengujian untuk menimbang sampel atau standar.
Pada penggunaan neraca misalnya : dalam menimbang sampel akan ada 2 komponen ketidakpastian baku yang harus dihitung :
- Ketidakpastian baku asal kalibrasi neraca
Data untuk menghitung ketidakpastian baku asal kalibrasi neraca dapat diperoleh dari sertifikat kalibrasi neraca yang dimiliki laboratorium dimana pada sertifikat kalibrasi neraca tersebut akan didapatkan data mengenai ketidakpastian diperluas dari neraca.
Namun disimi yang harus dihitung adalah ketidakpastian bakunya, bukan ketidakpastian diperluas sehingga ketidakpastian diperluas yang ada pada sertifikat masih harus dibagi dengan faktor pencakupan k yang juga tertera dalam sertifikat kalibrasi neraca tersebut.
- Ketidakpastian baku asal presisi penimbangan
Data untuk mengestimasi ketidakpastian baku asal presisi penimbangan diperoleh dari percobaan kecil yang laboratorium lakukan.
Pada saat menimbang sampel selalu dilakukan dua kali penimbangan yaitu :
- Mula-mula yang ditimbang adalah wadah kosong (Mwk)
- Kemudian kedalam wadah kosong dimasukkan sampel dan ditimbang berat wadah kosong + sampel (Mwk+sampel)
- Berat sampel diperoleh dari selisih keduanya.
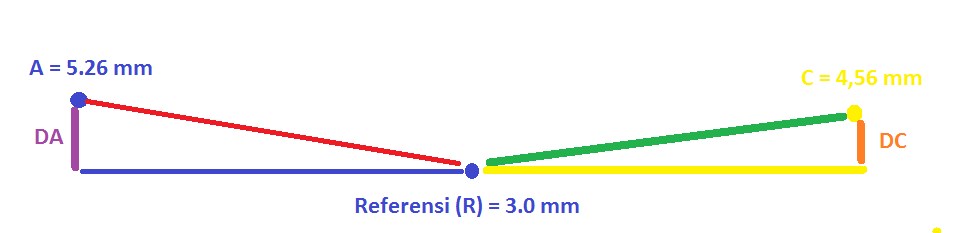
Sehingga fishbone diagram dari langkah menimbang diatas dapat digambarkan seperti gambar dibawah ini :
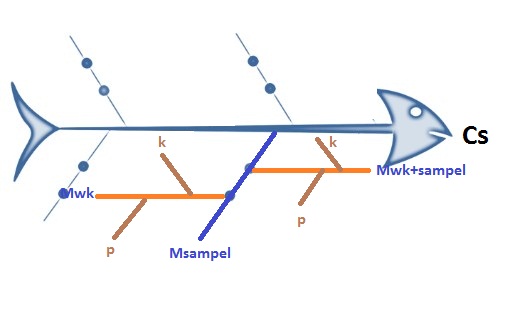
yaitu Msample (berat sampel) diperoleh dari menimbang mula-mula wadah kosongnya (Mwk) dan setelah itu menimbang wadah kosong + sampel (Mwk+sampel)
Pada setiap tulang kecil (garis warna coklat muda) dari tulang utama (garis warna biru) Msampel dimana tulang kecilnya adalah Mwk dan Mwk+sample selalu ada 2 asal ketidakpastian (garis warna coklat tua) yaitu :
- Ketidakpastian baku asal kalibrasi (k)
- Ketidakpastian baku asal presisi (p)
Dimana proses menimbang sampel hanya merupakan satu tahap dari semua tahapan pada pengujian untuk menghasilkan Csampel
Jadi pada tahapan ini kita akan belajar bagaimana memperoleh ketidakpastian baku gabungan dari Msampel dan nanti ketidakpastian baku Msampel masih akan digabungkan dengan ketidakpastian baku lainnya sesuai dengan rumus yang ada pada setiap pengujian.
Jadi dalam artikel ini kita akan membahas salah satu dari tulang utama (garis warna biru) untuk mencari Cs.
Menghitung Ketidakpastian Baku Asal Kalibrasi Neraca (uk)
Untuk menghitung ketidakpastian baku asal kalibrasi neraca maka kita harus melihat sertifikat kalibrasi neraca yang diberikan oleh laboratorium kalibrasi terakreditasi dimana di dalam sertifikat tersebut terdapat nilai ketidakpastian neraca yang dilaporkan oleh laboratorium kalibrasi terakreditasi.
Misal : Pada sertifikat kalibrasi neraca :
Nilai ketidakpastian neraca = ± 0,05 mg dengan tingkat kepercayaan 95 %, Faktor pencakupan (k) = 1,96
Berdasarkan data pada sertifikat tersebut dapat dihitung berapa ketidakpastian baku asal kalibrasi.
Ketidakpastian baku asal kalibrasi ini termasuk pada tipe B dimana ciri dari ketidakpastian baku tipe B ini adalah datanya bukan dihasilkan oleh laboratorium pengujian namun data ini diambil dari sumber informasi yang dapat dipercaya, dalam hal ini dari laboratorium kalibrasi terakreditasi.
Karena termasuk tipe B dan didalam sertifikat dikatakan tingkat kepercayaannya 95 % dengan faktor pencakupan 1,96 maka ketidakpastian baku asal kalibrasi adalah :
0,05 / 1,96 = 0,026
Ketidakpastian baku kalibrasi ini harus dihitung 2 kali karena mencakup dua kali penimbangan yaitu penimbangan wadah sebelum dan sesudah ditambahkan sampel yang ditimbang.
Setelah kita mendapatkan nilai ketidakpastian baku asal kalibrasi sebesar 0,026 mg, masukkanlah datanya untuk menggantikan notasi k di fishbone diagram seperti pada gambar dibawah ini.

Sehingga nanti apabila ketidakpastian baku asal presisi sudah kita hitung, maka kita dapat menggabungkannya menjadi ketidakpastian baku gabungan dari proses penimbangan sampel atau Msampel.
Menghitung Ketidakpastian Baku Asal Presisi Penimbangan (up)
Bagaimana mendapatkan data untuk menghitung ketidakpastian baku asal presisi penimbangan?
Seperti sudah disebutkan diatas bahwa hal ini harus dicari melalui percobaan kecil yang di desain laboratorium dengan cara menimbang berulang kali / anak massa (anak timbangan) / benda lain yang bersifat innert / tidak mudah berubah beratnya karena pengaruh atmosfer laboratorium.
Berapa berat anak massa yang harus ditimbang ? (misalnya kita menggunakan anak massa).
Berat anak massa yang harus ditimbang disesuaikan dengan apa yang tercantum pada Instruksi Kerja (IK pengujian).
Misalnya dalam IK pengujian tertulis :
Timbang kurang lebih 5 gram sampel maka berat anak massa yang harus ditimbang adalah 5 gram.
Kemudian berapa ulangan penimbangan harus dilakukan?
Dapat dilakukan pengulangan sebanyak 10 kali atau minimal 6 kali.
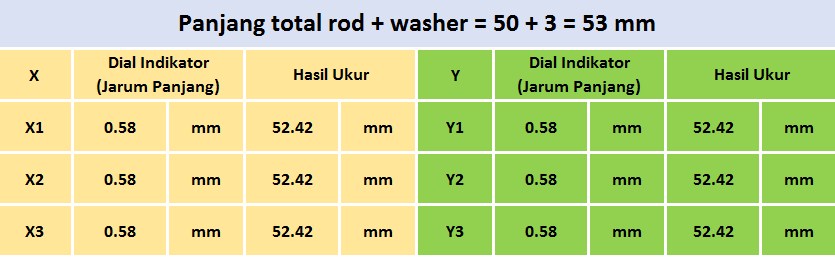
Misalnya : dari percobaan kecil tersebut diperoleh 10 kali pengulangan pengukuran berat anak massa 5 gram memberikan nilai simpangan baku sebesar 0,06 mg.
Bagaimana menjadikan data tersebu menjadi ketidakpastian baku asal presisi penimbangan :
Pertama-tama tetapkan dulu apakah ketidakpastian baku disini termasuk tipe A atau tipe B.
Karena pekerjaan tadi dilakukan oleh laboratorium uji dengan jalan menimbang berkali-kali anak massa sebesar 5 gram maka termasuk dalam ketidakpastian baku tipe A.
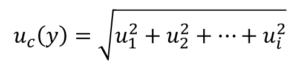
Rumus yang digunakan untuk ketidakpastian baku tipe A adalah :

Misalnya dari hasil perhitungan didapatkan nilai standar deviasi (S) = 0,06 mg, maka untuk mendapatkan ketidakpastian baku, nilai S tersebut harus dibagi dengan akar n.
Perlu diperhatikan nilai “n” disini bukanlah 10 walaupun tadi laboratorium melakukan 10 kali pengulangan penimbangan anak massa. Namun 10 kali pengulangan yang dilakukan laboratorium tersebut hanya untuk mendapatkan nilai standar deviasi.
Untuk besarnya “n” yang masuk kedalam rumus adalah berapa kali sampel ditimbang pada saat laboratorium melakukan pengujian yang sebenarnya.
Dimana terkait dengan sampel, maka laboratorium hanya 1 kali menimbang dan tidak pernah kita mengulang-ulang menimbang sampel tersebut.
Atau dengan kata lain :
Sekali menimbang wadah kosong kemudian dicatat beratnya, dan kedalam wadah kosong tersebut dimasukkan sampel kemudian ditimbang kembali dan dicatat lagi beratnya.
Dimana kegiatan tersebut dilakukan masing-masing 1 kali.
Jadi nilai “n” disini adalah 1.
Sehingga ketidakpastian baku asal presisi adalah :

Catatan :
Perlu diperhatikan ketidakpastian presisi ini hanya dihitung satu kali, karena perhitungannya tadi sudah didasarkan pada selisih berat.
Dimana pada saat melakukan percobaan kecil anak massa yang laboratorium ambil adalah anak massa seberat apa yang dituliskan pada Instruksi Kerja dan pada Instruksi Kerja tersebut tertulis timbang 5 gram sampel dan 5 gram tersebut merupakan selisih dari wadah kosong dan wadah kosong + sampel.
Sehingga jika kita mau koreksi duri dari p (garis warna hijau) di fishbone diagram, dimana duri p di fishbone tersebut bukan ada pada lengan berat wadah Kosong (garis warna coklat muda) dan juga bukan pada di lengan wadah kosong + sample (garis warna coklat muda) melainkan ada pada lengannya berat sampel (garis warna biru).
 Sehingga untuk “k” memang dihitung 2 kali namun untuk “p” dihitung hanya satu kali karena percobaan kecil tadi sudah didasarkan pada selisih berat.
Sehingga untuk “k” memang dihitung 2 kali namun untuk “p” dihitung hanya satu kali karena percobaan kecil tadi sudah didasarkan pada selisih berat.
Dengan demikian apabila kita akan gabungkan ketidakpastian asal kalibrasi dan ketidakpastian asal presisi untuk mendapatkan ketidakpastian baku asal M sample dapat kita lakukan perhitungan sebagai berikut :
Rumus Ketidakpastian baku gabungan

Hasil perhitungan tersebut akan menghasilkan ketidakpastian baku dari berat sampel sebesar 0,0728 mg.
Rumus terkait dengan estimasi ketidakpastian pengujian ini bisa dibaca secara lengkap di link berikut.
Semoga bermanfaat.
Referensi Belajar :