Jika QA (Quality Assurance) merupakan penentu diluluskannya atau boleh dijualnya suatu produk jadi ke pasaran, maka PPIC adalah pengatur produksi serta kondisi stok di gudangnya.
Buat teman-teman yang sudah bekerja di industri, tentunya sudah tidak asing lagi dengan departemen PPIC. Nah kali ini sekilas kita akan membahas mengenai apa itu PPIC dan apa saja tugas dan tanggung jawabnya di dalam suatu perusahaan.
Yuk.. simak ulasan berikut..
Singkatan di Dalam Artikel Ini :
- PPIC : Production Planning and Inventory Control
- MPS : Master Production Schedule)
- MRP : Material Requirement Planning
- COGM : Cost of Good Manufacturing
- COGS : Cost of Good Sale
- MOQ : Minimum Order Quantity
- C&F : Cost and Freight
Apa itu Produksi
Baik sebelum membahas mengenai PPIC, ada baiknya kita sekilas membahas mengenai apa itu produksi?
Produksi adalah proses transformasi dari input (faktor-faktor produksi) menjadi output yaitu produk atau jasa.
Misalnya :
- Dari kayu menjadi mebel
- Dari baja menjadi mobil
- Dari semen batu, bata, pasir menjadi rumah
- Dll
Hal-hal diatas adalah contoh transformasi dari input menjadi output.
Apa Itu Faktor Produksi?
Terdapat beberapa macam faktor produksi, antara lain :
- Material
- Tenaga kerja
- Mesin / peralatan / perlengkapan
- Informasi
- Energi
Faktor-faktor produksi diatas ditransformasikan menjadi output atau produk, baik berupa produk atau berupa jasa.
Contoh produk seperti yang telah disebutkan diatas, misalnya : mobil, mebel, rumah, dll
Sedangkan contoh produk yang berupa jasa, misalnya : jasa layanan internet, jasa layanan listrik PLN, jasa layanan PDAM air bersih, jasa layanan perbankan, jasa layanan kalibrasi alat ukur dll.
Apa Itu PPIC?

Nah kita sudah tahu apa itu produksi.
Lalu apa itu PPIC ?
Kepanjangan PPIC adalah Production Planning and Inventory Control atau biasa disebut juga dengan perencanaan produksi dan pengendalian inventori.
PPIC adalah perencanaan dari proses produksinya, yang dilakukan PPIC adalah “production planning” atau perencanaan produksinya, bukan melakukan produksinya.
Sehingga banyak departemen PPIC berasal dari background teknik industri, berbeda dengan departemen produksi yang umumnya berasal dari teknik mesin.
Sekali lagi..
Salah Satu Tugas PPIC adalah Perencanaan Proses Produksi.
PPIC adalah Sang Pengatur Ritme Jalannya Produksi di Perusahaan. Apakah mau memproduksi dalam jumlah banyak, atau cukup sedikit saja? Semuanya dibawah komando departemen PPIC.
Ibaratnya…
- PPIC adalah zidane nya prancis..
- PPIC adalah pirlo nya italia..
Itu menurut penulis ya he he..
Kalau teman-teman berbeda pendapat gapapa, nanti tulis saja di kolom komentar kita diskusi bersama.. Ok.
PPIC mengatur banyak sedikitnya jalannya produksi berdasarkan permintaan dari departemen sales / marketing, yang kemudian PPIC akan menginformasikan ke departemen produksi, mau produksi apa dan dalam jumlah berapa, sekaligus mengontrol stock ketersedian bahan baku yang dibutuhkan.
Biar lebih jelas, yuk kita urai satu persatu apa saja sih tugas PPIC itu
Tugas PPIC Adalah [Berikut Diantaranya]

Dibawah ini adalah gambaran umum beberapa tugas PPIC, meskipun terkadang berbeda antara satu perusahaan dengan perusahaan lainnya, tergantung besar kecilnya perusahaan.
Untuk perusahaan besar, PPIC tentunya sudah berdiri sendiri menjadi 1 departemen, mamun untuk perusahaan yang baru merintis, terkadang tugas PPIC ini masih merangkap dengan tugas sebagai departemen lain.
Membuat Perencanaan, Pengadaan Bahan Baku dan Bahan Kemas untuk Produksi
Sesuai dengan namanya “production planning and inventory control”
- Planning = Perencanaan tentang produksi
- Control = pengawasan tentang inventory
Sehingga tujuan yang pertama adalah membuat perencanaan pengadaan bahan baku dan bahan pengemas.
Jadi mulai dari awal perencanaan mulai dari pengadaan bahan baku sampai bahan pengemas kemudian membuat perencanaan produksi.
Mau membuat berapa batch / berapa kemasan ? Serta menentukan produk mana yang akan dibuat?
Tentunya yang menjadi dasar adalah pesanan / permintaan dari konsumen melalui departemen sales / marketing.
Misalnya perusahaan kita memproduksi 3 produk :
- Produk A
- Produk B
- Produk C
Jika kita sebagai bagian dari departemen produksi. Maka produk mana yang akan dibuat?
Untuk memproduki produk apa tersebut dasarnya adalah pesanan konsumen dimana pesanan ini menjadi perintah bagi manager PPIC untuk merencanakan produk apa yang akan diproduksi.
Contoh :
- Produk A dipesan konsumen sebanyak 100 pcs.
- Produk B dipesan konsumen sebanyak 50 pcs.
- Produk C tidak ada pesanan.
Maka PPIC tidak perlu merencanakan untuk produksi produk C, namun PPIC perlu membuat perencanaan produksi produk A dan produk B.
“Pesanan konsumen menentukan seberapa banyak produk tersebut harus dibuat”
Dalam contoh diatas, maka :
- Produk A dibuat sebanyak 100, karena pesanan konsumen adalah 100.
- Sedangkan produk B dibuat sebanyak 50 karena pesanan konsumen hanya 50.
- Demikian juga untuk produk C karena tidak ada pesanan konsumen, maka perusahaan tidak perlu membuatnya.
Selain itu PPIC juga harus memonitor pelaksanaan jadwal produksi serta melakukan pengendalian inventori.
Jadi PPIC juga harus sudah dibuat jadwal produksinya.
Misalnya dalam perusahaan farmasi satu tahun ini perusahaan tersebut akan memproduksi berapa batch?
Nah dalam 1 tahun tersebut di break down, misalnya :
- Bulan Januari buat berapa batch
- Bulan februari buat berapa batch
- dst
Atau jadwal juga bisa dibuat 2 bulan sekali,
Pada prinsipnya harus ada jadwalnya dan harus ada waktu pelaksanaan.
Atau dengan kata lain PPIC harus membuat MPS (Master production schedule) dan MRP (Material Requirement Planning).
Selain itu PPIC juga harus membuat perbandingan harga dari beberapa supplier.
Karena harga jual produk juga berasal dari perhitungan departemen PPIC maka secara otomatis PPIC juga harus mengetahui perbandingan harga berapa dan membuat analisisnya.
Memastikan kecukupan sumberdayanya
Misalnya :
Masih menyambung contoh diatas, jika untuk membuat produk A diperlukan material bahan baku :
Maka untuk membuat produk A sebanyak 100, maka diperlukan material bahan baku sebanyak :
Demikian juga untuk produk B
Jika untuk membuat produk B diperlukan material bahan baku :
Maka untuk membuat produk B sebanyak 50 tersebut diperlukan material bahan baku sebanyak :
Kemudian material bahan baku untuk rencana produksi produk A dan produk B tersebut dijumlahkan sehingga total material bahan baku yang dibutuhkan adalah :
Nah sekarang setelah kita mendapatkan nilai / angka kebutuhan material bahan baku yang diperlukan, maka kita lihat di gudang bahan baku tersebut, cukup tidak inventorynya?
Misalnya : ternyata material bahan baku X di gudang hanya tersedia 100, maka kita perlu memesan 100 lagi karena masih kurang 100 %.
Hal diatas merupakan gambaran tugas PPIC khususnya yang bagian inventory control yaitu untuk memastikan kecukupan sumberdaya / material bahan bakunya.
Baca Juga : Metode Pengambilan Sampel Bahan Baku Pada Industri Farmasi
Kapan Produk Tersebut Harus Diselesaikan
Misalnya : Pemesan / konsumen ingin produk pesanan mereka (contoh : produk A) diantar sampai ke tempat atau ingin diambil ke perusahaan pada tanggal 20 desember 2022, dimana waktu produksi produk A tersebut adalah 10 hari.
Maka produk A tersebut harus mulai diproduksi tanggal 10 desember 2022 sehingga tanggal 20 desember 2022 bisa diambil oleh konsumen.
Jadi PPIC juga bertugas dalam perencanaan dan pengendalian produksi juga menentukan kapan produk tersebut harus diselesaikan.
Menentukan Kapan Produk Harus Dipesan atau Dibuat
Jika pada contoh kasus diatas, maka produk A harus dipesan ke departemen produksi pada tanggal 10 desember 2022.
Jadi hubungan antara departemen PPIC dan departemen produksi adalah pemesanan.
PPIC seperti konsumennya departemen produksi, sedangkan konsumennya PPIC adalah departemen sales / marketing.
Memastikan Kecukupan Kapasitas Produksi
Jika yang sebelumnya terkait dengan kapasitas / kecukupan sumberdayanya, maka untuk point ini adalah untuk kapasitas produksinya.
Misalnya :
Konsumen memesan produk A sebanyak 100 dan produk B sebanyak 50, maka kapasitas produksinya cukup tidak dalam satu bulan?
Contoh :
Kapasitas produksi selama ini perbulannya adalah 200 maka bisa dikatakan kapasitas produksi tersebut mencukupi karena produk yang dipesan hanya 150.
Namun jika kapasitas produksi selama ini hanya 100 dan permintaan konsumen 150 maka kita harus pikirkan yang 50 lagi mau diproduksi di mana,
Misalnya :
Dengan melemburkan karyawan untuk meningkatkan kapasitas produksinya, misalnya dengan melemburkan karyawan terebut kapasitas bertambah 30, sehingga baru terpenuhi 130 pcs, dan masih kurang 20 lagi.
Nah kita tetap memikirkan solusi lainnya untuk mencover kapasitas yang kurang sebanyak 20 tadi, misalkan ditambah dengan menggunakan subkontrak ke perusahaan lain untuk 20 nya.
Sehingga total produk yang di produksi sudah mencapai 150 pcs dan sudah sesuai dengan pesanan konsumen.
Memastikan Kecukupan Inventory
Antara lain :
- Material
- Sumberdaya manusia
- Mesin
- Listrik
Melakukan evaluasi forecast accuracy
Apa Itu Forecast?

Forecast / peramalan : proses untuk memperkirakan beberapa kebutuhan dimasa mendatang yang meliputi kebutuhan dalam ukuran kuantitas, kualitas, waktu, dan lokasi yang dibutuhkan dalam rangka memenuhi permintaan.
Karena yang ada di departemen PPIC adalah perencanaan, maka juga harus melakukan peramalan.
- Kira-kira dimasa mendatang masih laku nggak ya produk ini?
- Kira-kira kita membutuhkan kuantitas beberapa?
- Kita harus menghasilkan kualitas yang seperti apa?
Forecast ini harus kita lakukan dalam membuat perencanaan karena kita harus mencoba meramalkan apa yang kira-kira nanti dibutuhkan oleh masyarakat dimasa mendatang.
Namun peramalan terebut harus didasarkan juga dari data-data yang sudah ada dari berbagai macam faktor-faktor yang mempengaruhi pembuatan Forecast.
Faktor yang Mempengaruhi Pembuatan Forcast
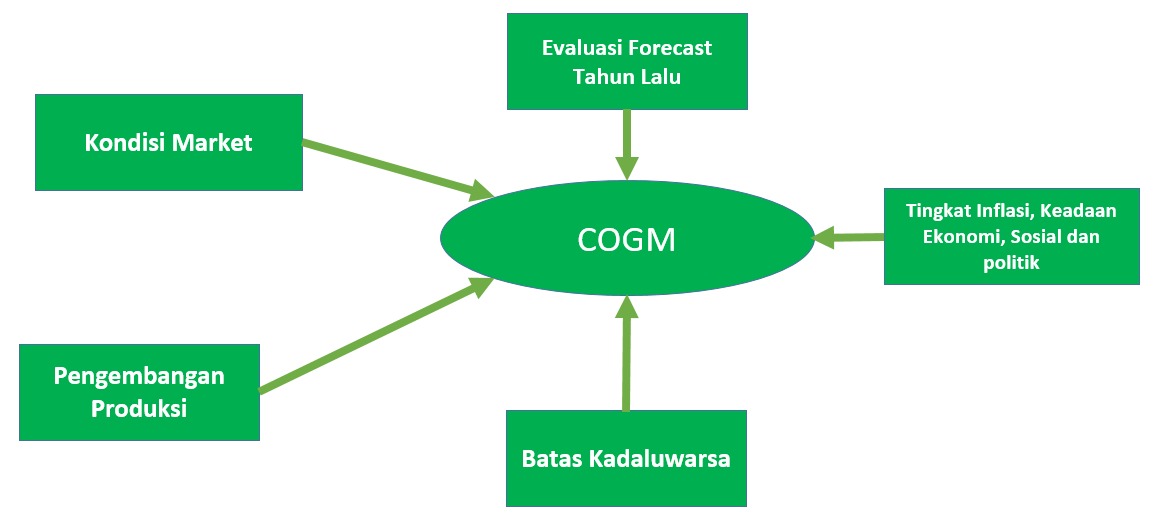
- Evaluasi proses tahun lalu
Bagaimana peramalannya tahun lalu itu apakah sesuai dengan kenyataan / apakah terlalu berlebihan / masih kurang?
Hal tersebut harus kita lihat evaluasinya.
Misalnya beberapa tahun yang lalu terjadi pandemi, sehingga banyak yang dibutuhkan itu produk-produk yang berhubungan dengan kebersihan / vitamin, seperti hand sanitizer, madu, dll
Sehingga kita harus melihat kondisi market ini sedang membutuhkan produk-produk apa.
Pengembangan produksi juga harus kita lihat pada saat membuat forecast.
Jangan sampai peramalan yang kita lakukan terlalu berlebihan sehingga produknya melebihi batas kadaluarsanya.
Karena jika sudah sudah dekat dengan batas kadaluarsanya nanti akan merugikan perusahaan kita sendiri.
- Tingkat inflasi, keadaan ekonomi, sosial dan politik
Hal ini juga harus kita pertimbangkan.
Bagaimana kemampuan pasar / konsumen dalam membeli produk kita, misalnya : apakah sedang terjadi krisis, apakah produk diproduksi bersamaa dengan pendaftaran sekolah sehingga daya beli konsumen menurun, dll
Nah pada saat akan memesan bahan-bahan (material) perlu diperhatikan :
- Lead Time
- MOQ (Minimum Order Quantity)
- Costnya dalam bentuk apa :
- FOB (Free On Board)
- C&F (Cost and Freight)
- Landed Cost
Cara Menghitung Landed Cost

Gambar tabel diatas merupakan gambaran cara menghitung Landed Cost.
Dimana Landed Cost merupakan penjumlahan nomor 1 s/d nomor 5 (Penjumlahan C&F s/d Other)
Landed Cost = No. 1 + No. 2 + No. 3 + No. 4 + No. 5
Dimana landed cost adalah harga yang sudah termasuk harga keseluruhan, mulai dari :
- Harga pengiriman / ongkos kirim, misal : lewat cargo kapal / lewat udara / lewat darat menggunakan truk, dll
- PPN
- Bea masuk
- Asuransi
- dll
Jadi landed cost bukan hanya harga produknya saja, namun kita harus menghitung juga harga keseluruhan. atau dengan kata lain, harga akhir tersebut yang disebut dengan landed cost.
Pada tabel diatas ada istilah FOB dan C&F. Apa pengertian dari kedua hal tersebut?
FOB : Pembeli tidak membayar pengirimannya, namun yang membayar adalah penjualnya.
Misal :
Kita akan membeli barang dari India, maka perusahaan dari India tersebut yang akan membayar keseluruhan ongkos kirim dari India ke Indonesia namun secara tanggung jawabnya sudah lepas karena pihak dari India atau penjualan sudah membayarkan ke angkutannya / ke kapalnya, maka mereka sudah tidak bertanggungjawab lagi ketika ada kerusakan atau kehilangan dan menjadi tanggung jawab pembeli.
C&F (Cost and Freight)
Pada kasus yang sama seperti diatas, maka untuk pengiriman barang yang membayar bukan dari produsen / perusahaan di india, tetapi dari kita yang membayarnya.
Namun penjualnya / produsen dari india tetap bertanggung jawab sampai barang tersebut sampai ke Indonesia / mendarat di pelabuhan / di bandara.
Umumnya industri di indonesia lebih memilih yang C&F sehingga jika nanti terjadi kerusakan masih menjadi tanggung jawab dari penjualnya.
Contoh Menghitung Landed Cost :
Perusahaan melakukan pembelian bahan baku / raw material dexamethasone 20 kg (MOQ).
MOQ : Minimum Order Quantity
Harga FOB = US Dollar 2,3 / kg (Harga dimana masih belum termasuk ongkos pengiriman)
Didatangkan dengan air freight (menggunakan jalur udara) dengan BM (biaya masuknya) = 15 % dan PPn BM (biaya masuknya) = 10 %
Diketahui :
Rate 1 US dollar = Rp 9.000,-
Insurance = 0,35 %
Other = 3 %
Berapa harga C&F dan landed cost dari Dexamethasone tersebut ?
Kembali ke tabel rumus untuk mencari landed cost diatas…
Jika dilihat dari persamaan diatas, C&F adalah gabungan antara FOB dan freightnya.
Freightnya jika kita lihat ini ada 2 :
- Sea freight / jalur laut.
- Air freight / jalur udara.
Nah untuk ongkos kirimnya tentu lebih mahal yang udara karena lebih cepat yaitu 10 % dari FOB sedangkan untuk yang Sea freight 2 – 5 % dari FOB.
Karena pembelian menggunakan air freight / jalur udara sehingga freight nya 10 % dari FOB.
Karena tidak menggunakan jalur darat maka yang point truck diabaikan.
Harga = USD 2,3/kg.
Maka jika dibuat perhitungan, hasilnya adalah seperti yang tertera pada tabel dibawah ini :
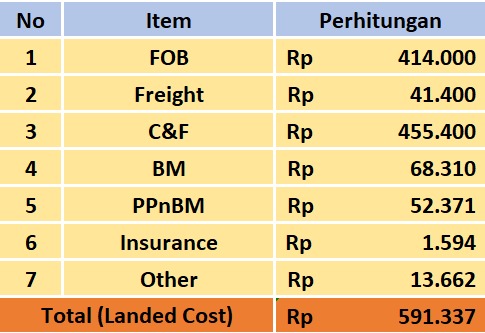
- FOB = Rp. 414.000
- Freght = 10 % x Rp. 414.000 = Rp. 41.400
- C&F = Rp. 414.000 + Rp. 41.400 = Rp. 455.400
- BM = 15 % x Rp. 455.400 = Rp. 68.310
- PPn BM = 10 % x (Rp. 455.400 + Rp. 68.310) = Rp. 52.371
- Insurance = 0.35 % x Rp. 455.400 = Rp. 1.594
- Other = 3 % x Rp. 455.400 = Rp. 13.662
Total landed Cost = Rp. 591.337 (Penjumlahan dari C&F s/d other).
Cara Menghitung COGM dan COGS
COGM singkatan dari Cost of Good Manufacturing

COGM adalah harga pada saat proses pembuatan dari produk tersebut.
Faktor yang mempengaruhi cost of Good Manufacturing COGM (Cost of GOod Manufacturing) tadi adalah :
- Raw material
- Packaging Material
- Overhead / hal-hal yang tidak terduga yang tiba-tiba muncul pada saat proses produksi.
- Direct Labor /Biaya untuk membayar pegawainya.
Keseluruhan hal diatas nanti akan dihitung untuk mendapatkan COGM (Cost of GOod Manufacturing) / harga dari proses pembuatan.
Pointnya adalah :
Untuk COGM itu hanya harga dari proses pembuatan, jadi masih belum ada untungnya karena masih menghitung harga dari bahan baku, harga dari bahan kemas, harga dari pegawai, kemudian harga atau biaya untuk hal-hal yang tidak terduga. Sehingga masih belum kita tambah margin / laba dan ketika sudah ditambah laba maka hasilnya adalah COGS.
Contoh Soal Cara Menghitung COGM dan COGS
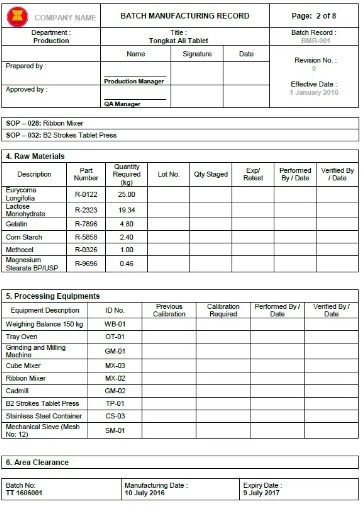
Kali ini kita akan mencoba menghitung COGM dan COGM dari Dexamethasone Tablets dengan data informasi sebagai berikut :

Oya untuk mempermudah perhitungan dalam menghitung COGM dan COGS tersebut, sebaiknya dibuat dalam bentuk tabel excel saja.
- Menghitung Cost Raw Material

Tabel diatas merupakan contoh kebutuhan raw material yang digunakan beserta nilai waste nya (3 % sesuai dengan soal pada tabel sebelumnya) untuk membuat 1 batch dari Dexamethasone yang disalin dari informasi tabel sebelumnya.
Untuk penggunaannya kita ke jadikan kg biar sama satuannya karena harga jualnya juga per kg.
Nah ketika kita memproduksi suatu bahan dan misalnya kita butuh bahannya 0,1 kg, kita harus mengantisipasi apakah ada yang terbuang, tumpah, dll maka kita antisipasi dengan menambahkan saste sebanyak 3 % dari penggunaan (seperti informasi pada tabel sebelumnya), sehingga waste nya adalah :
- Untuk dexamethasone : 3 % x 0.1 Kg
- Untuk lactose : 3 % x 16.800 kg
- dst
Waste tersebut diatas ditambahkan sehingga menjadi raw material yang digunakan (kolom standar usage pada tabel diatas).
Dan untuk mendapatkan standar cost adalah standar usage x harga/kg (kolom standar cost pada tabel diatas).
Setelah dihitung semuanya kita tambahkan untuk mendapatkan cost raw material adalah Rp. 1.183.470,-
Catatan : Perhitungan diatas baru untuk raw material saja.
Kemudian kita lanjutkan menghitung cost packaging material.
- Menghitung Cost Packaging Material

Tabel diatas merupakan contoh untuk perhitungan cost kemasan, labor, dan overhead.
Nah seperti pada tabel soal dimana packaging material menggunakan pot.
1 Pot isinya isinya 1.000 tablet
Dimana kemasan pot tersebut tentunya nanti masuk ke dalam kemasan karton, dimana :
1 karton isinya 30 pot
Di soal tersebut juga tertulis batch size = 200.000 tablet
Berarti untuk membuat 200.000 tablet :
- Jumlah pot yang dibutuhkan adalah 200.000 tablet / 1.000 = 200 pot
Dan untuk karton yang dibutuhkan adalah
- 200 pot / 30 = 6.67 dibulatkan menjadi 7 karton
Dalam soal memberikan keterangan untuk waste, dimana :
- Untuk waste pot = 1 %
- Untuk waste karton = 0.5 %
Sehingga…
Standar Usage untuk :
- Pot = 200 + (1 % x 200) = 202
- Karton 7 + (0.5 % x 7) = 7.035
Standar Cost untuk :
- Pot = 202 x Rp 150 = Rp. 30.300,-
- Karton = 7.035 x 450 = Rp. 3.165,75
Total pot dan karton tersebut adalah Rp. 30.300 + Rp. 3.165,75 = Rp. 33.465,75
Kemudian untuk labor dan overhead
Labor = Rp. 50 / dozen (lusin)
Dimana 1 Batch = 200.000 tablet
- Maka 1 batch = 200.000 / 12 = 16.666,67 lusin
Sehingga untuk :
- Labor = 16.666,67 x Rp. 50 = Rp. 833.333,50
- Overhead = 16.666,67 x Rp. 75 = 1.250.000,25
Sub total labor dan Overhead = Rp. 2.083.333,75
Setelah itu kita rangkum seluruhnya dari raw material + pacaging material + labor + overhead
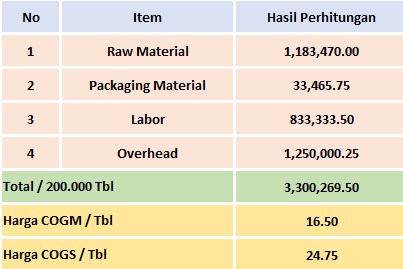
Dan didapatkan total Rp 3.300.269,50 per batch (200.000 tablet).
Untuk harga per tablet (COGM) adalah Rp 3.300.269,50 / 200.000 = Rp.16.5
Untuk COGS, Jika margin yang diambil 50 %
50 % x COGM = Rp 8.25
COGS = Rp 8.25 + Rp.16.5 = Rp. 24.75 / tablet
Strategi Respons Terhadap Permintaan Konsumen
Design to Order / Engineers to Order

Dari mulai perancangan / desain sampai dengan memenuhi pesanan.
Dimana desainnya dilakukan di Indonesia, produksinya di Indonesia, dirakitnya juga di Indonesia sehingga dari sisi proses bisa dibilang paling panjang.
Untuk design to order :
- Dimulai dengan mencari atau mengidentifikasi produk sesuai dengan permintaan konsumen.
- Memerlukan survai terhadap keinginan atau permintaan konsumen (voice of customer)
- Metransformasi voice of customer menjadi voice of enginering.
Misalnya :
Perusahaan elektronik yang memproduksi laptop melakukan survai dilakukan kepada 50 orang
Tentunya dari 50 orang tersebut mempunyai keinginan masing-masing terhadap laptop yang menjadi pilihannya.
- Ada yang suka bagian luar laptop licin sehingga tidak mudah tergores
- Ada yang suka yang warna silver
- Ada yang suka yang warna hitam
- Ada yang suka warna merah
- Ada yang suka ada DVD-nya
- Ada yang suka tidak ada DVD-nya supaya tipis dan mudah dibawa kemana-mana
- dll
Dari hasil survai tersebut kita cari keinginan yang terbesar dari 50 orang tersebut.
Misalnya :
- Dari sisi warna apa?
- Dari sisi luarnya seperti apa?
- Dari sisi fiturnya bagaimana?
Dari pilihan konsumen yang terbanyak itulah yang akan dibuat / diproduksi oleh perusahaan.
Hal diatas adalah cara perusahaan dalam mengidentifikasi permintaan konsumen.
Make to Order

Dari mulai produksi sampai memenuhi pesanan.
Misalnya : Produk mobil yang umumnya kita temui di jalan, dimana spare partnya dibuat di Indonesia dan dirakitnya juga di Indonesia.
Untuk make to order pointnya adalah :
- Membuat produk sesuai permintaan konsumen
- Produsen sudah mempunyai beberapa desain standar. Konsumen memilih salah satu atau beberapa desain yang diinginkan.
- Desain produk diberikan oleh konsumen.
Misalnya : Perusahaan jamu yang telah menerapkan standar CPOTB dengan produk berupa minyak angin dengan kemasan botol platik beberapa ukuran, 25 ml ; 50 ml ; 100 ml.
Perusahaan tersebut bekerja sama dengan supplier / vendor kemasan untuk membuat botol tersebut.
Karena pesanan botol baru dilakukan beberapa kali dan belum terlihat trend / kecenderungannya, maka vendor kemasan tersebut biasanya menerapkan make to order, yaitu membuat botol sesuai dengan permintaan perusahaan jamu tersebut.
Assamble to Order
Dari mulai perakitan / merakit produk sesuai permintaan konsumen sehingga secara inventory part lebih banyak, namun secara proses lebih pendek karena tidak membuat sendiri namun hanya merakit.
Misalnya : Produk mobil-mobil mahal dimana perakitannya di Indonesia namun untuk produksi spare partnya dilakukan di luar negeri.
Make to Stock

Produksi dalam jumlah banyak untuk untuk membuat stok.
Misalnya produk-produk yang sering kita temui di swalayan (produk kosmetik, sabun, dll).
Langkah-Langkah PPC
- Melakukan peramalan permintaan karena PPIC mau menentukan produk apa yang mau dibuat sehingga perlu ada peramalan dan perlu menentukan jumlahnya.
- Melakukan perencanaan produksi agregat
- Memastikan kecukupan sumber daya (Resource Requirement Planning – RRP)
- Membuat jadwal induk produksi (MPS – Master Production Schedule).
Jadwal produksi tersebut isinya tentang :
- Waktu kapan dilakukan produksi
- Berapa yang harus dibuat, dan
- Bisa ditambah juga dengan staf-staf yang bertanggung jawab dalam produksi tersebut
Untuk membuat jadwal produksi tersebut kita harus tahu forecastnya terlebih dahulu atau ramalan dari departemen marketing / penjualannya, melakukan rapat, dll sehingga ramalan yang kita buat bisa tepat dan dievaluasi. Kemudian setelah melakukan evaluasi dari forecast, baru dibuat MPS dan didistribusikan ke bagian produksi kemudian diuji QC dan direview dan disetujui oleh QA baru barang masuk ke gudang.
Baca Juga : Tugas Inspector QA (Quality Assurance) di Industri Farmasi
- Menvalidasi MPS – jadwal induk produksi – Rought cut capacity planning – RCCP
- Membuat MRP (Material Requirement Planning)
- Memastikan kecukupan kapasitas produksi (Capacity requirement planning – CRP)
- Membuat POR
- Pengendalian inventori
Kesimpulan

Karena PPIC adalah bagian yang sangat penting di dalam perusahaan, maka diperlukan personel-personel yang kompeten dalam melakukan tugasnya.
Berikut ini adalah beberapa kriteria terkait dengan kompetensi personel PPIC tersebut :
Karena PPIC lingkup pekerjaannya luas, dia harus berhubungan dengan departemen sales marketing, Quality, produksi, gudang, dll.
Bagaimana kita mengkomunikasi rencana-rencana produksi perusahaan dalam 1 minggu / 1 bulan ke depan ke departeman lain.
Staff PPIC juga harus mempunyai skill problem solving, karena masalah dalam perencanaan produksi hampir pasti terjadi setiap saat, dari masalah ketersediaan stock material bahan baku dan bahan jadi sampai dengan tertahannya stock karena hasil analisa yang belum memenuhi persyaratan.
- Data Driven Decission Making
Di lapangan seringkali terjadi masalah, misalnya masalah di quality, di produksi, di gudang, dll yang tentunya berdampak pada pekerjaan staff PPIC.
Sebagai staff PPIC dalam proses pengambilan keputusan pekerjaan harus berdasarkan data aktual dan bukan intuisi atau pengamatan saja.
- Mampu Menggunakan Microsoft Office
Pasti lah ya.. Mengingat dalam pekerjaan PPIC sudah pasti setiap hari kita bersinggungan dengan excel dan power point untuk mempresentasikan rencana-rencana produksi di minggu / bulan depannya.
- Memahami Sistem Manajemen
Untuk perusahaan besar tentunya sudah menerapkan beberapa sistem manajemen baik itu ISO 9001, ISO 14001, dll. Maka personel QC harus memahami persyaratan standar tersebut, dan tentunya senantiasi dapat memberikan sumbang sih untuk tindakan perbaikan (Continues Improvement) di perusahaannya.
Baca Juga : Pengertian Continues Improvement dalam Proses Bisnis Perusahaan
Semoga Bermanfaat.
Referensi :
Kuliah Online PPIC
Teori Farmasi Industri – PPIC



































![[Ibaratnya] PPIC adalah Seorang Playmaker di Perusahaan](https://www.sentrakalibrasiindustri.com/wp-content/uploads/2022/12/pengertian-ppic-adalah.jpg)