Mengetahui kandungan logam dalam suatu sampel merupakan hal wajib dibeberapa bidang, misalnya terkait dengan lingkungan dimana terdapat nilai ambang batas yang harus dipenuhi untuk kandungan logam dalam perairan tertentu sehingga air tersebut masih dalam baku mutu kegunaanya serta belum masuk di kategori tercemar. Hal lain misalnya ambang batas maksimum kandungan timbal aman di dalam air yang dikonsumsi menurut WHO adalah kadar timbal 10 μg/dL (0,1 mg/L).
Nah untuk mengetahui kandungan-kandiungan logam tersebut tentunya kita memerlukan instrumen laboratorium, salah satunya yang umum digunakan adalah Spektrofotometer Serapan Atom (SSA) atau terkadang banyak yang menyebutnya sebagai Atomic Absorption Spectroscopy (AAS) / Spektro AAS. Nah kali ini kita akan belajar mengenai instrumen tersebut.
Prinsip Kerja Spektrofotometer Serapan Atom (SSA)
Prinsip kerja Spektrofotometer Serapan Atom (SSA) ini sebenarnya hampir sama dengan spektrofotometri uv-vis dan spektrofotometer infrared, yaitu adanya interaksi radiasi elektromagnetik dengan sampel.
Jadi antara radiasi elektromagnetik dengan sampel terjadi interaksi kemudian interaksi tersebut akan dicatat oleh alat pada bagian detektor dan kemudian akan divisualisasikan dalam bentuk nilai dan nilai tersebut akan dikuantifikasi atau dikalkulasikan dalam persamaan khusus. Biasanya kita menggunakan persamaan regresi linier untuk melakukan analisis kualitatif ataupun kuantitatif.
Atomic Absorption Spectrophotometer / Spektro AAS pertama kali dikembangkan oleh seorang ilmuwan yang bernama Wals, Alkamede, dan Melatz pada tahun 1955. Jadi alat ini bukanlah alat baru namun sudah lama dikembangkan dan digunakan sampai saat ini, dimana tujuan penggunaan alat ini adalah untuk menentukan unsur logam ataupun metal dalam suatu sampel berdasarkan absorpsi radiasi oleh atom bebas dalam keadaan gas.
Jadi tujuan penggunaan spektro AAS adalah untuk menentukan jumlah logam di dalam suatu sampel. Secara garis besar prinsip spektro AAS sama dengan prinsip kerja spektrofotomer UV VIsible, perbedaannya hanya terletak pada bentuk spektrum, cara pengerjaan sampel, dan peralatannya.
Cara kerja spektro AAS yaitu adanya penyemprotan sampel berupa tetesan yang sangat halus kedalam nyala api, atau juga bisa berupa bantuan dari energi listrik. Jadi unsur logam yang dibakar menggunakan nyala api maupun menggunakan listrik akan memancarkan warna dan spektrum emisi yang khas yang menunjukkan logam tertentu.
Selanjutnya terjadi penyerapan sumber radiasi (di luar nyala) oleh atom atom netral (misalnya : Fe, Cd, Pb, dll) dalam keadaan gas, selanjutnya atom netral tersebut akan menyerap radiasi elektromagnetik dari alat dan akan dideteksi oleh detektor dan divisualisasikan dalam bentuk spektrum dan absorbance.
Radiasi yang diserap oleh atom atom netral dalam keadaan gas biasanya berupa radiasi sinar tampak atau ultra violet. Sehingga panjang gelombang yang digunakan berada pada wilayah panjang gelombang di UV dan visible dimana panjang gelombang UV berada pada kisaran 200 s/d 400 nm dan panjang gelombang visible antara 400 s/d 800 nm. Atom akan menyerap cahaya pada panjang gelombang tertentu tergantung pada sifat unsurnya / logam yang kita analisis.
Sama halnya dengan UV Vis dimana sampel yang kita analisis itu memiliki panjang gelombang maksimum masing-masing dan begitu pula dengan di spektro AAS dimana sampel logam yang kita analisis juga memiliki panjang gelombang maksimum tertentu, tergantung daripada sampel yang kita gunakan.
Gas Pembakar Spektro AAS
Pada spektro AAS dipakai dua macam gas pembakar yang bersifat oksidasi dan bahan bakar.
Gas yang digunakan tersebut untuk meningkatkan temperatur pembakaran agar proses pembakaran berlangsung secara maksimal sehingga proses analisis itu tidak akan terganggu.
Gas pembakaran ini dapat merupakan campuran seperti :
- Udara dengan propana
- Udara dengan asetilen (terbanyak dipakai)
- N2O dengan asetilen
Profil nyala tiap unsur itu berbeda-beda, namun pada umumnya tinggi nyala api pada gas pembakar tersebut dibuat kurang lebih 5 cm.
Temperatur proses pembakaran sampel sangat mempengaruhi jumlah atom yang mengalami eksitasi. Ketika temperaturenya cukup untuk membakar secara sempurna sampel maka jumlah atom yang mengalami eksitasipun akan sempurna, artinya tereksitasi secara keseluruhan dan atom yang tereksitasi itulah yang akan menyerap cahaya secara maksimal yang dipancarkan oleh spektrofotometri AAS.
Sebaliknya ketika proses eksitasinya tidak sempurna / ada beberapa atom yang tidak terbakar sempurna dan tidak membentuk atom bebas maka proses analisis juga tidak sempurna, karena hanya atom bebaslah yang akan menyerap radiasi elektromagnetik dari alat.
Pemilihan Panjang Gelombang Spektrofotometri AAS
Sama halnya dengan spektrofotometer UV Vis dimana terdapat tahapan penentuan panjang gelombang.
Jika pada spektrofotometer UV Vis penentuan panjang gelombang maksimum dilakukan dengan cara scanning lamda Max (λ max), Artinya kita scaning sampel tersebut pada range panjang gelombang tertentu dan kemudian kita akan temukan puncak tertinggi yang merupakan representasi lamda max (λ max) dari sampel tersebut.
Sementara di spektrofotometer AAS penentuan panjang gelombang dipilih dengan intensitas yang cukup tinggi dan memberikan kelurusan rentang dinamik pada penentuan kuantitatif, dimana panjang gelombang ini berasal dari pada lampu katode yang digunakan.
Jadi kalau di spektrofotometer AAS itu kita menggunakan lampu katoda sebagai sumber radiasi dan lampu katoda tersebut spesifik dengan logam yang akan kita analisis, misalnya kita akan menganalisis logam kadmium, maka kita harus menggunakan lampu katoda yang khusus untuk mendeteksi kadmium, karena lampu katoda tersebut sudah dibuat sedemikian rupa untuk mendeteksi logam kadmium.
Penentuan dilakukan pada panjang gelombang di atas 220 nm untuk mencegah absorbansi non atomik atau mencegah radiasi sesatan.
Hal ini juga sama halnya dengan Spektrofotometer UV Vis dimana ada yang disebut dengan radiasi sesatan artinya sampel tidak menyerap radiasi tersebut terlebih dahulu namun langsung menuju ke detektor untuk proses selanjutnya.
Oleh karena itu untuk mencegah adanya radiasi sesatan kita perlu menggunakan panjang gelombang di atas 220 nm. Karena pada umumnya logam-logam yang kita analisis berada pada range panjang gelombang di atas 226 nm.
Absorpsi garis resonansi atom-atom netral suatu unsur didalam nyala api mempunyai sifat khas yaitu akan menyerap radiasi yang datang. Jadi ketika sampel tersebut dilarutkan terlebih dahulu kemudian setelah larut sempurna sampel tersebut akan disemprotkan masuk kedalam spektrofotometer AAS kemudian alat tersebut akan membakar tetesan sampel yang sudah disemprotkan tadi dan proses pembakaran tersebut akan menghasilkan atom-atom netral yang akan menyerap radiasi dari spektrofotometer AAS.
Singkatnya, spektrofotometer AAS akan memancarkan radiasi dan kemudian atom netral akan menangkap radiasi tersebut dalam bentuk absorban dan transmitance.
Atom-atom netral suatu unsur dalam nyala api mempunyai sifat khas yaitu akan menyerap radiasi yang datang. Radiasi yang diserap tersebut pada panjang gelombang sesuai dengan energi eksitasi.
Jenis Gangguan Pada Spektrometer Serapan Atom (SSA)

Gangguan yang di sering kita jumpai dalam proses analisis dengan menggunakan SSA adalah :
Gangguan ini terjadi apabila panjang gelombang (atomic line) dari unsur yang diperiksa berhimpitan dengan panjang gelombang dari atom atau molekul lain yang terdapat dalam larutan yang sama.
Seperti halnya pada spektrofotometer uv-vis bahwa ada beberapa sampel yang memiliki panjang gelombang maksimum yang saling berhimpitan atau berdekatan. Kalau spektrofotometer uv-vis teknik untuk mencegah terjadinya gangguan spektra kita lakukan dengan pergeseran panjang gelombang yang biasa kita kenal dengan efek batokromik..
Jadi pergeseran panjang gelombang ke arah panjang gelombang yang diinginkan agar dia tidak berdekatan panjang gelombang maksimumnya antara yang satu dengan yang lain karena ketika dia berdekatan atau berhimpitan maka proses analisis akan terganggu.
Sifat-sifat fisika dari larutan yang diperiksa akan menentukan intensitas dari serapan atau emisi dari larutan yang diperiksa.
Kelarutan
Gangguan fisik yang pertama disini adalah kelarutan, jadi harapannya adalah sampel terlarut sempurna pada pelarut yang digunakan sehingga tidak mengganggu proses absorbsi sampel. Sama halnya dengan Spektrofotometer UV Vis dimana sampel yang digunakan juga harus terlarut sempurna agar proses serapan radiasi elektromagnetik itu berlangsung secara sempurna.
Kekentalan / Viskositas
Gangguna fisik yang kedua adalah kekentalan atau viskositas, karena kekentalan ini berpengaruh terhadap laju penyemprotan sampel pada spektrometer serapan atom (AAS) yang digunakan. Bisa dibayangkan ketika viskositasnya tinggi maka ketika disemprotkan tidak akan membentuk tetesan-tetesan kecil, namun berupa gumpalan-gumpalan yang pastinya akan mengganggu proses pembakaran sampel dan pada akhirnya mengganggu proses analisis.
Jadi kekentalan sangat berpengaruh sehingga sampel tersebut diusahakan dibuat seencer mungkin sehingga tidak mengganggu proses penyemprotan di dalam spektrometer serapan atom (AAS) yang digunakan. Sehingga pelarut yang digunakan, kekentalan yang dibuat atau keenceran larutan yang dibuat antara larutan sampel dan larutan pembanding itu harus betul-betul sama untuk menghasilkan data yang relevan.
Gangguan kimia dapat dalam bentuk uap / padatan.
Bentuk Uap
Gangguan kimia biasanya memperkecil populasi atom pada level energi terendah dalam nyala atom dalam bentuk uap dapat berkurang karena terbentuknya senyawa seperti oksida, klorida, atau karena terbentuknya ion ion yang tentunya ion-ion ini juga sangat mempengaruhi proses analisis dan menggunakan spektrometer serapan atom (AAS).
Bentuk Padatan
Gangguan ini dikarenakan terbentuknya senyawa yang sukar menguap / sukar terdisosiasi dalam nyala. Hal ini terjadi pada nyala ketika pelarut menguap meninggalkan partikel padat, misalnya gangguan pada fosfor pada penetapan kalsium karena terbentuknya kalsium fosfat.
Hal ini dikarenakan karena pelarut yang digunakan tidak cocok atau tidak mampu melarutkan secara sempurna sampel yang kita analisis sehingga ketika berada di dalam kompartemen sampel pada spektrometer serapan atom (AAS) sampel akan susah untuk dibakar dengan menggunakan nyala ataupun dengan menggunakan listrik karena ternyata dia akan mengendap dan sulit untuk disemprotkan masuk ke dalam sampel.
Selain itu gangguan padatan ini juga yang dimaksud karena adanya sampel yang sukar untuk terdisosiasi atau dibakar oleh temperatur yang digunakan.
Untuk mengatasi masalah padatan ini maka metode pembakaran atau temperatur yang digunakan ditingkatkan dengan menambahkan bahan-bahan oksida ataupun oksida.
Cara Mengurangi Gangguan Kimia pada AAS :
- Dengan menaikkan temperature nyala karena ada beberapa sampel yang tidak terbakar secara sempurna yang menyebabkan pelarut tersebut meninggalkan sampel dan sampel tidak terbakar sempurna. Agar mempermudah penguraian. biasanya dipakai gas pembakaran antara campurkan C2H2 dan N2O yang memberikan nyala dengan temperatur yang tinggi. Harapannya adalah sampel yang kita analisis terbakar secara sempurna.
- Dengan menambahkan elemen-elemen pengikat gugus /atom penyangga sehingga terikat kuat, akan tetapi atom yang ditentukan bebas sebagai atom netral. Jadi kadang ada elemen-elemen pengganggu pada sampel yang dianalisis, sehingga perlu menambahkan larutan tertentu yang membuat kontaminan yang mengganggu tersebut terikat kuat dengan pelarut tambahan atau senyawa tambahan tersebut /gugus pengikat tersebut sehingga logam yang dianalisis tetap berada dalam keadaan bebas ketika dianalisis maka logam bebas tersebut akan menyerap radiasi secara sempurna tanpa ada gangguan daripada kontaminan.
- Dengan mengeluarkan unsur pengganggu dari matriks sampel dengan cara ekstraksi. Hal ini menjadi salah satu metode untuk mengurangi gangguan daripada kontaminan Jadi sampel tersebut harus kita ekstraksi dengan metode yang sesuai, misalnya kita ingin menganalisis kandungan logam merkuri pada sampel tertentu, maka kita perlu mencari metode ekstraksi merkuri pada sampel sehingga ekstrak yang dihasilkan betul-betul adalah ekstrak yang mengandung merkuri dan kontaminan tersebut bisa dihilangkan.
Persiapan Sampel Pada Spektro AAS
Atomic Absorption Spectroscopy (AAS) selain untuk analisis kualitatif juga bisa digunakan sebagai analisis kuantitatif.
Ada beberapa hal yang perlu diperhatikan dalam penyiapan sampel untuk analisis kuantitatif dengan menggunakan Spektrofotometer Serapan Atom (SSA) :
- Larutan sampel dibuat encer mungkin. Seperti yang sudah dijelaskan diatas ketika sampel mempunyai viskositas tinggi maka akan sulit untuk disemprotkan pada Spektrofotometer Serapan Atom (SSA), sehingga harus kita buat seencer mungkin.
- Kadar unsur yang dianalisis juga tidak boleh terlalu pekat, karena hal ini tentunya akan mengganggu proses analisis dan tentunya mengganggu proses serapan atas radiasi elektromagnetik sehingga batasannya adalah tidak lebih daripada 5% dalam pelarut yang sesuai.
- Larutan yang dianalisis itu diasamkan terlebih dahulu kemudian dianalisis menggunakan Spektrofotometer Serapan Atom (SSA).
- Hindari pemakaian pelarut aromatik atau halogenida karena hal ini produk ini akan mudah menguap dan juga mengandung unsur logam jadi ada halogenida yang tentunya akan mengganggu proses pembacaan pada analisis SSA.
- Pelarut organik yang umum digunakan adalah keton ester ataupun etil asetat dan gunakan perlarut yang Pro analysis dimana tingkat kemurniannya tinggi pastinya mungkin sekitar 98 % karena ketika kemurnianya rendah maka akan ada kontaminan pada pelarut tersebut dan tentunya akan mengganggu proses analisis dengan menggunakan spektro AAS.
- Hasil pelarutan sampel itu harus jernih dan stabil artinya pelarut yang digunakan betul-betul mampu melarutkan secara sempurna sampel yang kita analisis, dan stabil yang artinya ketika didiamkan maka tidak akan membentuk endapan, Hal ini akan akan bermasalah ketika jernih di awalnya dan kemudian ditinggalkan beberapa saat akan membentuk endapan, hal ini menunjukkan larutan tersebut tidak stabil.
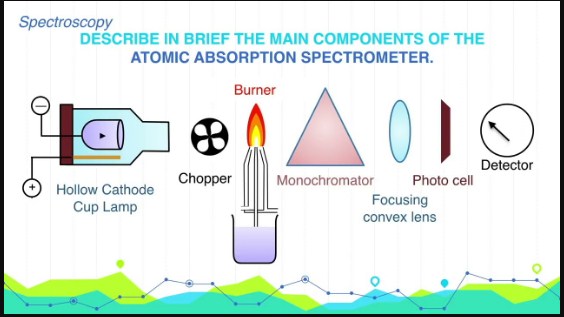
Bagian-Bagian Alat Spektrofotometer Serapan Atom (AAS)
Berikut adalah instrumentasi daripada alat spektrofotometri serapan atom :
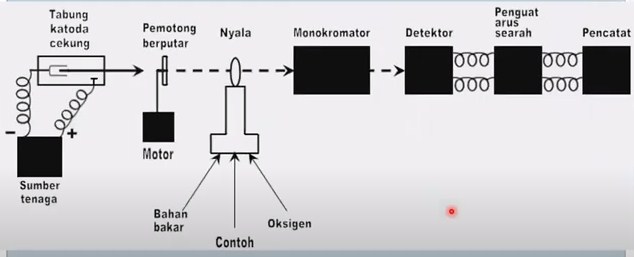
- Tabung katoda cekung sebagai sumber tenaga
- Pemotong berputar yang di yang dibantu oleh alat motor
- Nyala (sumber nyala) yang menggunakan bahan bakar / oksigen (campuran bahan bakar dan oksigen) dan sekarang sudah modern bisa menggunakan listrik sebagai sumber nyala.
- Monokromator
- Detektor
- Penguat arus
- Pencatat
Berikut ini penjelasan singkat dari bagian-bagian spektrofotometer Serapan Atom (AAS) diatas.
Sumber Radiasi
Karena prinsip daripada alat spektrofotometri ini adalah adanya radiasi elektromagnetik maka sumber radiasi ini perlu menjadi pembahasan tersendiri.
Beberapa alat spektrometer AAS menggunakan lampu tertentu, contohnya : lampu Wolfram yang menghasilkan radiasi sinambung. Namun kekurangan dari lampu ini adalah intensitas yang sangat kecil.
Sehingga diciptakan lampu katoda, dimana sudah disebutkan diatas bahwa lampu katoda khusus untuk mendeteksi logam tertentu. Jadi misalnya lampu katodanya adalah menganalisis logam berat merkuri maka lampu katoda yang digunakan adalah merkuri, dan misalnya kita mau menganalisis kadmium maka harus ganti lampu katoda yang komponennya mengandung kadmium dan begitu pula yang lain-lainnya.
Sumber radiasi yang lain adalah tabung awam muatan gas. Meskipun demikian yang paling lazim kita gunakan dalam analisis menggunakan spektrofotometer serapan atom itu adalah lampu katoda.
Lampu katoda berupa tabung logam yang diisi gas mulia (neon / argon) dan juga dicampur dengan unsur-unsur logam yang sesuai dengan unsur yang akan kita analisis.
Salah satu kelemahan dari pada lampu katoda berongga ini adalah satu lampu hanya untuk satu unsur. jadi kita harus sering mengganti lampu sesuai dengan logam yang kita analisis.
Namun seiring dengan perkembangan zaman ternyata sudah diciptakan satu lampu katoda untuk beberapa senyawa atau logam yang akan dianalisis dengan cara mengkombinasikankan beberapa lampu katoda dalam satu komponen lampu. Tentunya ini akan lebih memudahkan bagi peneliti untuk melakukan analisis logam secara multikomponen.

Monokromator
Sama dengan alat spektrofotmeter UV Vis, Pada alat spektro AAS monokromator yang digunakan harus mampu memberikan resolusi.
Alat pembakar
Ada dua macam alat pembakar spektrofotometer serapan atom (SSA) yaitu bisa bercelah panjang ataupun ada yang sempit. Bercelah panjang dan alat pembakar bercelah pra campur. Alat pembakar sudah ada yang menggunakan nyala api namun ada juga yang menggunakan aliran listrik.
Gas pembakar merupakan kombinasi gas pembakar dan pengoksidasi dengan tujuannya adalah untuk menaikkan temperatur agar sampel betul-betul terdisosiasi secara sempurna dan menghasilkan logam bebas yang siap untuk menyerap radiasi elektromagnetik alat.
Detektor
Detektor untuk mengubah intensitas radiasi yang datang menjadi arus listrik dan detektor yang umum dipakai adalah PMT (Photo Multiplier Tube Detector)
Read out
Merupakan alat petunjuk yang berfungsi untuk mencatat hasil pembacaan yang dapat berupa angka ataupun kurva yang menggambarkan absorban.
Kalibrasi Spektrofotometer Serapan Atom (AAS)

Secara prinsip Kalibrasi Spektrofotometer Serapan Atom (AAS) dilakukan dengan menggunakan larutan standar yang diketahui konsentrasi analitnya selain itu penentuan kepekaan serta presisi pengukuran dan kalibrasi alat AAS dilakukan pada setiap analisisnya.
Step pengerjaannya hampir sama ketika unit alat tersebut dikualifikasi pada saat awal instalasi dari supplier. Sehingga disarankan kalibrasi AAS dilakukan oleh supplier / distribusi resmi alat bersangkutan atau menggunakan layanan kalibrasi yang sudah teman-teman percayai.