

Dalam suatu industri khususnya yang bergerak di bidang otomotif, pengukuran dengan tingkat presisi yang tinggi sangatlah diperlukan, mengingat komponen-komponen yang ada di dalam mesin otomotif tersebut sangat penting, misalnya : silinder, cakram, gear box. dll.
Untuk melakukan aktifitas pengukuran tersebut tentunya juga dibutuhkan alat ukur dengan tingkat akurasi yang tinggi, misalnya : mikrometer, jangka sorong, dial indikator, dll.
Kali ini kita akan membahas tentang dial Indikator baik dari fungsi, cara menggunakan, membaca, serta harga dial indikator yang ada di pasaran.
Daftar Isi
Pengertian dan Fungsi Dial Indikator
Dial indikator merupakan alat ukur yang berbentuk seperti jam analog, dengan 2 jarum yang menunjukkan skala utama dan skala dial serta batang penunjuk pada bagian bawah yang dapat ditekan dan bersentuhan langsung dengan permukaan benda yang ingin diukur.
Sebagian orang menyebut alat ini dengan nama “dial gauge”
Kelebihan dari dial indikator adalah mempunyai akurasi yang relatif tinggi dan harganya yang relatif terjangkau. Di pasaran kita bisa menemukan dial indikator dengan akurasi s/d 0.0002 mm.
Untuk harga dial indicator juga masih di kisaran 500 ribuan, sehingga tak heran alat ini banyak digunakan di berbagai macam industri.
Dial indicator berfungsi untuk :
- Mengukur kerataan atau kerataan permukaan benda datar.
- Mengukur tingkat kerataan pada bidang miring.
- Mengukur tingkat kerataan dan sisi bulat / silindris.
Aplikasi Penggunaan Dial Indikator di Industri misalnya Untuk pengecekan kerataan rem cakram pada industri otomotif / perbengkelan.
Dalam penggunaannya dial indikator, kita memerlukan alat bantu yaitu dial stand ataupun magnetic stand yang berfungsi sebagai holder / pemegang unit dial indikator tersebut untuk mengatur tinggi, rendah, dan kemiringan sesuai dengan benda yang diukur.

Gambar dial stand

Gambar Magnetic Stand
Perbedaan dial stand dengan magnet stand adalah pada dial stand tidak terdapat magnet pada bagian dasarnya (base) melainkan hanya meja rata, sedangkan pada magnetic stand sesuai dengan namanya terddapat magnetinya.
Bagian-Bagian Dial Indikator
Berikut ini adalah bagian-bagian dari dial indikator :

- Limit Marker, Untuk menandai rentang penerimaan pengujian Lulus / Gagal
- Pointer (Jarum panjang) Indikator Skala Utama
- Main Scale / Indicator Face / Skala Utama
- Bazel clamp screw, Klem Skala untuk mencegah rotasi
- Revolution Counter, Pointer (Jarum pendek) yang menunjukkan Skala Utama x 100
- Revolution Counter Scale, Setiap divisi adalah Skala Utama x 100
- Stem, Untuk memegang dan memasang dial indikator
- Spindle, Poros bergerak ke atas dan ke bawah dengan pengukuran, jika bagian ujung spindle ini tersentuh maka spindel juga akan bergerak naik turun
- Contact Point, Ujung yang dapat diganti dalam kontak dengan benda kerja
- Bezel, Putar untuk mengubah Skala Utama
- Flat Rear Plate, Penutup belakang standar
- Lug, Untuk pemasangan dial indikator
- Mounting Hole, Untuk pemasangan dial indikator
- Rear Plate With Lug, aksesori Penutup belakang untuk pemasangan dial indikator menggunakan Lug
Cara Menggunakan Dial Indicator
Dalam menggunakan dial indikator biasanya kita memerlukan alat bantu berupa magnetic stand sebagai pemegang dial indikator.
Dapat dilihat pada gambar diatas, magnetic stand tersebut terdiri dari :
- Magnetic switch yang bisa kita ON-oFF kan magnetnya
- Batang penyangga
- Locking, Jika Locking ini kita kendorkan maka kita bisa mengatur posisi batang penyangga, dan jika posisinya sudah pas maka Locking tersebut kita kunci sehingga batang penyangga sudah tidak dapat bergerak.
- Screw / Baut, Untuk mengatur / fine adjustment screw posisi ballpoin / contact point tertekan seberapa dalam.
- Locking dial, Untuk mengunci dial indikator pada magnetic stand.
Sebelum kita lanjut ke pengukuran kita perlu memahami skala Skala yang dial indikator / dial gauge :

Dapat dilihat pada jarum pendek / skala utama (ditandai dengan panah merah) dimana terdapat angka 1 s/d 9 yang artinya menunjukkan 1 s/d 9 mili meter (mm) dan jika satu putaran sampai kembali ke garis nol lagi artinya 10 mm.
Kemudian jarum panjang itu menunjukkan ke skala dial, dimana skala dial pada dial gauge digambar dapat kita lihat ketelitiannya 0,01 mm (ditandai lingkaran orange) setiap satu garis pada skala dial.
Jadi jika :
- 10 garis skala dial (lingkaran warna biru) maka sama dengan 0,01 mm x 10 garis = 0.10 mm
- Setiap angka 10 pada skala dial = 0.1 mm.
- Untuk angka 20 pada skala dial artinya 0,20 mm.
- Untuk angka 30 pada skala dial artinya 0,30 mm.
- Dst
Catatan Penting :
Yang harus kita perhatikan adalah pada dial gauge sebenarnya pembacaan skala itu hanya digunakan sebagai referensi untuk perhitungan, karena sebenarnya yang kita cari disini adalah nilai deviasi antara titik yang kita pakai sebagai referensi dan titik yang hasil pengukuran kita menggunakan dial gauge / dial indikator.
Jadi bukan skalanya yang menjadi hasil pengukuran tapi devisiasinya yang akan kita gunakan sebagai hasil pengukuran.
Contoh Pembacaan Kerataan Dengan Dial Gauge
Sebagai contoh untuk pengukuran kerataan suatu benda kerja seperti pada gambar dibawah.

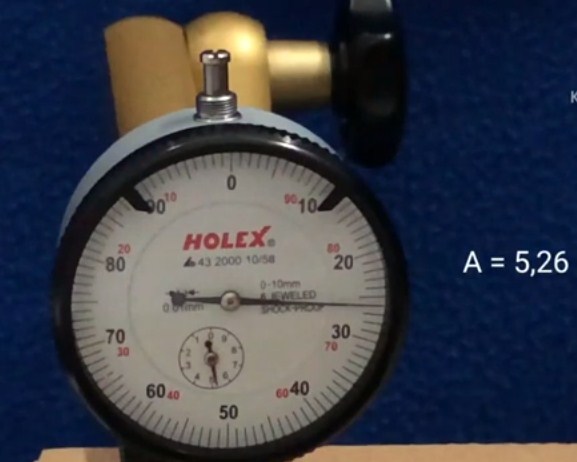
Kita setting referensi dititik R dengan skala utama pada 3.00 dan skala dialnya 0.00

Kenapa tadi kita setting awal referensi tersebut di 3.00 ?
- Karena kita mau mengukur deviasi sehingga bisa jadi nilainya naik atau turun, jika kita setting nilainya di angka 0 baik itu di skala utama atau skala dial maka jika ada penurunan yang signifikan tidak akan terbaca. Sehingga setting referensi 0 sebaiknya diangka 3,0
Kita akan mengukur deviasi yang ada di titik A terhadap titik referensi atau titik R seperti gambar dibawah.

Pada hasil pembacaan dial indikator di titik A seperti pada gambar dibawah, maka hasilnya kurang lebih terbaca di skala utama melebihi angka 5 atau bisa dikatakan skala utamanya adalah 5 mm, dan untuk skala dial itu ada di 0,26. Jadi pada titik A nilai yang terbaca adalah 5,26 mm.
Perhitungan Pembacaan Dial Gauge
Seperti telah disebutkan diatas dimana titik referensi ada di 3,0, kemudian titik A hasil pembacaannya adalah 5,26
Dan yang akan kita cari adalah deviasi di titik A.
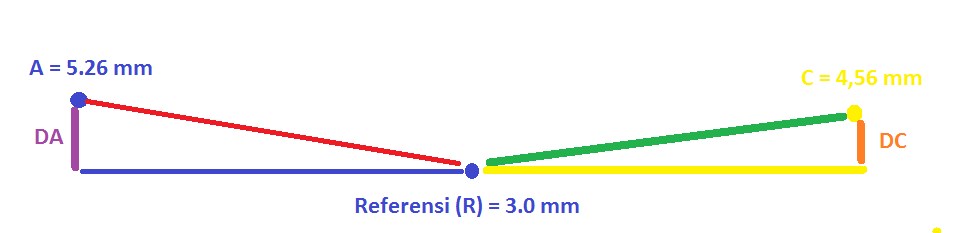
Jika kita ilustrasikan dengan gambar kurang lebih seperti gambar diatas :
- Titik referensi (R) berada di skala 3,00 mm
- Kemudian titik A dari hasil pengukuran menunjukkan 5,26 mm
- Maka jika kita tarik garis dari titik A ke titik R tersebut (garis warna merah) adalah kontur dari permukaan benda kerja yang kita ukur.
Sedangkan yang kita cari adalah deviasinya / gapnya yaitu selisih antara dua titik tersebut (titik R dan titik A)
Bagaimana rumusnya ?
Rumus umumnya adalah
R + DA = A
Maka
DA = A – R = 5.26 – 3.00 = + 2.26 mm
Dengan tanda + karena deviasinya adalah naik, jadi nilainya adalah + 2.26 mm.
Dengan cara yang sama kita akan mengukur deviasi di titik C dengan titik R seting di 3.00.

Dan hasil pembacaannya adalah sebagai berikut :

kemudian kita akan membaca skala yang ada di tiap indikator :
skala utama jarum pendek sudah melewati angka 4 jadi 4 mm dan Jarum panjangnya adalah 0,56 mm
Sehingga totalnya adalah 4,56 mm.
Gambar ilustrasi masih sama dengan gambar yang diatas, cuma kita menggunakan sisi yang sebelah kanan.
- Titik R = 3,00 mm
- Titik C hasil pengukuran adalah 4,56 mm
Sedangkan yang kita cari adalah deviasi di titik C
Rumusnya adalah :
R + DC = C maka
DC = C – R = 4.56 – 3.00 = + 1.56 mm
Nah dari hasil titik-titik yang kita ukur tadi jika kita gambar maka akan membentuk suatu kurva atau kontur permukaan benda sehingga kita bisa mengetahui jika kontur / permukaan yang kita ukur tadi adalah cekung karena titik A dan C lebih tinggi daripada titik R (referensi).
Nah terkadang dalam pengukuran menggunakan dial indikator ini kita mendapatkan kontur / permukaan yang cembung atau bahkan miring.
Kalibrasi Dial Indikator
Seperti mikrometer sekrup atau alat ukur dimensi pada umumnya, mengingat dial gauge ini mempunyai akurasi yang tinggi maka diperlukan kalibrasi secara berkala. Metode yang biasa digunakan untuk kalibrasi dial indikator adalah JIS B 7503:2017 Mechanical dial gauges.
Semoga bermanfaat.




