

Masih membahas mengenai alat ukur yang biasa digunakan di bidang otomotif, karena memang bisa dikatakan industri otomotif ini dari tahun ke tahun semakin berkembang. Produk dengan segala kelebihan baik dari fitur maupun teknologinya mereka tawarkan demi memanjakan pelanggan.
Namun tentunya dibalik produk tersebut ada sistem pengukuran untuk menjamin segala sesuatunya, terlebih komponen-komponen di dalam mesin otomotif tersebut bekerja sebagaimana mestinya. Sehingga ketelitian / tingkat akurasi dari komponen tersebut merupakan hal yang sangat penting dan harus kita perhatikan.
Salah satu komponen yang penting di dalam otomotif tersebut adalah silinder mesin. Nah kali ini kita akan belajar bersama mengenai cara membaca cylinder bore gauge dalam pengukuran silinder mesin.
Singkatan :
CBG : Cylinder Bore Gauge
Daftar Isi
Pengertian dan Fungsi Cylinder Bore Gauge
Cylinder Bore Gauge merupakan alat ukur mekanik yang berfungsi untuk mengukur diameter dan juga mengetahui keausan bagian dalam dari sebuah benda kerja. Fungsi Cylinder Bore Gauge di bidang otomotif yaitu biasa digunakan untuk mengukur diameter dalam dari silinder mesin.
Bagian-bagian pada Cylinder Bore Gauge

CBG terdiri dari beberapa komponen yaitu :
- Dial Gauge
- Grip atau batang CBG
- Replacement Rod
- Replacement Washer
- Measuring Point
Di bagian atas CBG terdapat dial gauge yang berfungsi untuk mengetahui hasil pembacaan pengukuran. Dial gauge ini terpasang pada komponen kedua yaitu grip atau batang CBG.
Dial gauge dapat terpasang atau terlepas dari batang dengan mengatur kekencangan dari dial gauge screwing position pada batang CBG. Batang CBG juga berfungsi sebagai pegangan saat melakukan pengukuran. Untuk komponen-komponen yang ada pada dial indikator gauge telah dibahas di dalam artikel sebelumnya.
Baca Juga : Cara Menggunakan Dial Indikator dan Bagian-Bagiannya

Di sisi bawah batang CBG terdapat measuring point atau titik pengukur yang akan bergerak apabila tertekan dan akan menggerakkan jarum pada dial sejauh 0 s/d 2 mm dari ukuran standarnya. Gambar diatas merupakan contoh cylinder bore gauge memiliki tingkat ketelitian sebesar 0.01 mm dimana 1 skala dial setara dengan 0.01 mm.

Dibalik measuring point terdapat Replacement Rod dan replacement washer yang berfungsi untuk menambah panjang bidang sentuh pada silinder yang akan diukur.

Replacement rod dan replacement washer memiliki panjang yang bervariasi tergantung kebutuhannya, dalam satu CBG terdapat beberapa macam ukuran yang bisa kita gunakan.
Kombinasi Replacement rod dan replacement washer yang sudah kita pilih akan dipasang pada batang CBG dan dikunci dengan Replacement Rod Securing Tread.
Cara menggunakan Cylinder Bore Gauge
Dalam contoh kali ini kita akan belajar melakukan pengukuran cylinder block engine mesin motor.

Tahap Persiapan
Alat-alat yang diperlukan untuk melakukan pengukuran dengan menggunakan cylinder bore gauge adalah :
- 1 set cylinder bore gauge
- Cylinder blok sebagai object pengukuran
- Mikrometer sekrup beserta standnya
- Jangka Sorong
- Tisu atau kain lap
Langkah Kerja
- Sebelum kita mulai pengukuran, bersihkan setiap alat yang akan digunakan terlebih dahulu yaitu pada permukaan anvil dan spindel mikrometer sekrup, permukaan benda kerja atau cylinder block mesin, dan permukaan ukur jangka sorong.
- Setelah seluruh alat dibersihkan persiapan selanjutnya yang harus kita lakukan adalah mengukur object pengukuran secara kasar terlebih dahulu menggunakan jangka sorong untuk mengukur diameter dalam cylinder block mesin.
Catatan : Untuk cara pengukuran dan pembacaan jangka sorong sudah pernah dibahas di artikel sebelumnya.
Baca : Cara Membaca Jangka Sorong Dengan Mudah
- Dari hasil pengukuran dengan menggunakan jangka sorong didapatkan hasil ukurnya ada pada kisaran 52 mm.
- Hasil pengukuran kasar inilah yang akan kita gunakan sebagai acuan dalam memilih variasi panjang dari replacement rod + replacement washer.
Total panjang replacement rod + replacement washer harus lebih besar dari 52 mm sehingga dipilih rod 50 mm dan washer 3 mm.
Merangkai CBG
Untuk merangkai CBG coba perhatikan langkah-langkah berikut ini :
- Memasang dial gauge pada grip / batang CBG, Pada saat pemasangan dial gauge posisikan jarum pendek pada angka 1 (pada gambar dibawah ditandai lingkaran berwarna biru) supaya kita dapat memastikan kalau dial gauge dengan batang CBG telah terhubung dengan sempurna.

- Pastikan juga posisi dial gauge menghadap depan.
- Selanjutnya rangkai bagian bawah CBG
- Pilih kombinasi replacement rod + washer yang total panjang lebih besar dan paling mendekati 52 mm.
- Kombinasi yang paling mendekati adalah pasangan replacement rod dengan ukuran 50 mm dan replacement washer dengan ukuran 3 mm sehingga total panjangnya adalah 53 mm (lihat gambar dibawah).

- Selanjutnya coba perhatikan replacement rod dibawah ini dimana replacement rod memiliki dua sisi yaitu sisi persegi dan sisi tumpul.

- Rangkai rod dengan washernya. Ingat untuk memasang replacement washer pada bagian bawah atau sisi tumpul dari replacement rod.
- Apabila rod dan washer sudah terangkai selanjutnya buka replacement rod securing thread dengan memutarnya dan pasangkan rangkaian tadi.
- Jangan lupa kunci kembali
Seting CBG
Setelah Cylinder Bore Gauge terangkai langkah selanjutnya adalah melakukan setting CBG dengan cara sebagai berikut :
- Buka rahang mikrometer sekrup dengan jarak sesuai panjang total dari replacement rod dan replacement washer yaitu 53 mm.
- Pasang measuring point dari CBG pada mikrometer sekrup.
- Amati dial gauge pada CBG kemudian posisikan angka nol dial gauge pada jarum panjangnya. Angka nol inilah yang nanti menjadi acuan hasil ukur CBG sebesar 53 mm.

- Catat nilai acuan tersebut pada lembar data pengamatan
- Setelah Cylinder bore gauge terangkai dan telah disetting maka kita dapat mulai pengukuran.
Pengukuran Cylinder Block Mesin
Untuk mengukur diameter silinder, ada 6 titik yang perlu kita ukur untuk bisa mengetahui ketirusan atau keovalan dari silinder tersebut. 6 titik tersebut terdiri dari 3 titik pada sumbu X dan 3 titik pada sumbu Y

Untuk memulai proses pengukuran :
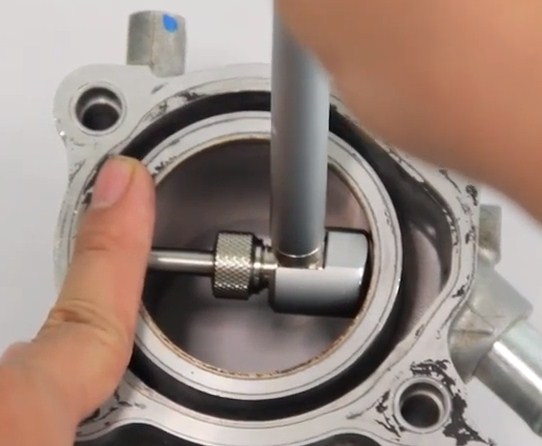
- Pada tahap pertama, kita akan melakukan pengukuran pada titik X1 dengan cara memposisikan measurement point pada sumbu X bagian atas dari silinder.
- Kemudian cari simpangan terjauh pengukuran dengan cara menggerakkan cylinder bore gauge secara perlahan-lahan. Misalnya hasil pengukuran menunjukkan simpangan terjauh pada titik X1 adalah 0,58 mm
- Catat hasilnya pada form data pengamatan.
- Selanjutnya kita akan mengukur pada titik X2 yaitu posisi measurement point pada sumbu X dengan kedalaman pengukuran kurang lebih setengah ketinggian silinder. Misalnya simpangan terjauh pada titik X2 adalah 0,58 mm juga.
- Selanjutnya melakukan pengukuran pada titik X3 dimana posisi measurement point pada sumbu X dan ada pada bagian bawah dari silinder. Misalnya simpangan terjauh pada titik X3 adalah 0,58 mm juga.
- Setelah kita memperoleh nilai simpangan terjauh pada sumbu X maka kita akan mencari nilai simpangan terjauh pada sumbu Y.
- Lakukan hal yang sama untuk ketiga titik pada sumbu Y dan catat hasilnya
- Selanjutnya kita akan menghitung nilai diameter silinder untuk masing-masing titik. Cara menghitungnya adalah dengan mengurangkan nilai acuan dengan nilai simpangan masing-masing titik. Contoh untuk titik X1 hasil ukurnya adalah 53 – 0.58 = 52.42 mm
Kesimpulan
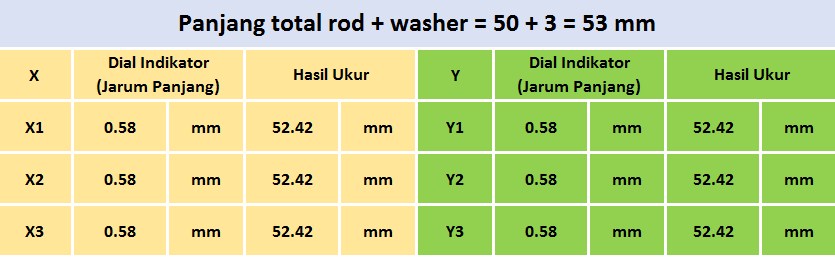
Karena seluruh titik memiliki nilai simpangan yang sama yaitu 0,58 mm, maka hasil ukur diameter untuk semua titik adalah sama yaitu 52.42 mm.
Apabila silinder memiliki nilai yang sama pada setiap titik seperti perhitungan diatas, maka menandakan bahwa permukaan silinder tidak memiliki keovalan ataupun ketirusan dan apabila nilai diameternya masih sesuai dengan standar silinder yang kita ukur hal itu menandakan silinder belum mengalami keausan.
Kalibrasi Cylinder Bore Gauge
Seperti kita ketahui bersama, dalam contoh diatas, cylinder bore gauge memiliki tingkat ketelitian sebesar 0.01 mm, nilai yang bisa dibilang sangat kecil. Selain itu dampak pengukuran cylinder mesin dengan menggunakan alat inipun sangat penting, sehingga tingkat keakuratan dari unit cylinder bore gauge inipun harus kita ketahui tentunya dengan cara dikalibrasi. Kalibrasi cylinder bore gauge sendiri dilakukan dengan menggunakan metode JIS B 7515:1982 : Cylinder gauges
Semoga bermanfaat.
Referensi :




