Dalam industri dan laboratorium, akurasi pengukuran suhu adalah aspek kritis yang mempengaruhi keberhasilan berbagai proses dan eksperimen. Untuk memastikan bahwa alat ukur suhu memberikan hasil yang akurat, penting untuk secara berkala melakukan kalibrasi.
Tanpa kalibrasi yang tepat, alat ukur suhu dapat menghasilkan data yang tidak dapat diandalkan, berpotensi mengakibatkan kerugian besar dalam pengambilan keputusan, kualitas produk, atau keselamatan.
Dalam hal ini, kami akan mengulas pentingnya penggunaan dryblock calibrator sebagai alat yang efisien dan handal dalam melakukan kalibrasi alat ukur suhu.
Dryblock calibrator adalah perangkat yang telah terbukti sangat efektif dalam memastikan akurasi alat ukur suhu. Perangkat ini menggunakan prinsip pemanasan dan pendinginan dengan cepat untuk menciptakan suhu referensi yang stabil dan terkontrol dengan baik.
Dryblock calibrator memiliki kemampuan untuk menghasilkan suhu dalam berbagai rentang, memungkinkan penggunaan yang luas dalam berbagai aplikasi. Blok padat yang digunakan dalam dryblock calibrator juga memastikan kontak yang baik dengan alat ukur suhu yang akan dikalibrasi, sehingga hasil kalibrasi lebih akurat.
Dalam artikel ini, kita akan belajar tentang penggunaan dryblock calibrator dalam kalibrasi alat ukur suhu. Kami akan menjelaskan prinsip kerja dryblock calibrator, proses kalibrasi yang terlibat, manfaat penggunaan perangkat ini, serta memberikan beberapa studi kasus untuk mengilustrasikan keefektifannya.
Dengan demikian, pembaca akan memiliki pemahaman yang lebih baik tentang bagaimana memastikan akurasi alat ukur suhu mereka dan mengapa dryblock calibrator menjadi pilihan yang bijak dalam dunia industri dan laboratorium.
Prinsip Kerja Dryblock Calibrator

A. Penjelasan tentang bagaimana dryblock calibrator bekerja:
Prinsip kerja dryblock didasarkan pada konsep pemanasan dan pendinginan kontrol yang akurat. Berikut adalah penjelasan lebih detail tentang bagaimana dryblock calibrator bekerja:
- Blok Padat: Dryblock calibrator memiliki blok padat yang terbuat dari bahan yang memiliki konduktivitas panas yang baik. Blok ini memiliki lubang di dalamnya di mana alat ukur suhu, seperti termometer atau sensor suhu, dapat dimasukkan.
- Sumber Pemanasan: Dryblock calibrator dilengkapi dengan elemen pemanas, seperti pemanas listrik atau elemen pemanas lainnya, yang terletak di sekitar lubang atau sumur dalam blok. Sumber pemanasan ini bertujuan untuk memanaskan blok secara merata.
- Sumber Pendinginan: Selain elemen pemanas, dryblock calibrator juga memiliki sistem pendinginan, seperti kipas atau elemen pendingin, yang digunakan untuk mengatur suhu blok menjadi lebih rendah dari suhu ruangan atau suhu target.
- Kontrol Suhu: Sistem kendali yang canggih digunakan untuk memonitor dan mengatur suhu blok dengan sangat presisi. Ini memungkinkan pengguna untuk mengatur suhu referensi yang diinginkan dengan sangat tepat.
- Stabilitas Suhu: Dryblock calibrator berusaha untuk menciptakan kondisi di mana suhu dalam lubang atau sumur blok sangat stabil. Ini dicapai dengan mengatur suhu pemanasan dan pendinginan secara bersamaan dan terus-menerus, sehingga suhu di dalam blok tetap konstan.
B. Proses pemanasan dan pendinginan dalam kalibrasi suhu:
Proses kalibrasi suhu dengan dryblock calibrator melibatkan langkah-langkah berikut dalam pemanasan dan pendinginan:
- Pemanasan: Ketika alat ukur suhu dimasukkan ke dalam lubang dryblok, sistem pemanasan mulai meningkatkan suhu blok secara perlahan. Suhu ini ditingkatkan hingga mendekati suhu referensi yang diinginkan.
- Stabilisasi: Setelah mencapai suhu yang mendekati suhu referensi, sistem kendali dryblock calibrator akan berusaha menjaga suhu tersebut tetap stabil. Ini memungkinkan alat ukur suhu yang akan dikalibrasi untuk menyesuaikan diri dengan suhu referensi.
- Pendinginan: Setelah suhu stabil, dryblock calibrator dapat memulai proses pendinginan. Sistem pendinginan akan mengurangi suhu blok secara bertahap hingga mencapai suhu yang lebih rendah dari suhu ruangan atau suhu target berikutnya.
- Kalibrasi: Proses pemanasan dan pendinginan yang berulang ini memungkinkan alat ukur suhu yang dikalibrasi untuk diuji dalam berbagai suhu referensi. Hasil pengukuran yang dihasilkan oleh alat ukur suhu ini dibandingkan dengan nilai yang diharapkan, dan perbedaannya digunakan untuk menyesuaikan dan kalibrasi alat tersebut.
C. Mengapa dryblock calibrator digunakan untuk kalibrasi:
Dryblock calibrator digunakan untuk kalibrasi alat ukur suhu karena memiliki sejumlah keunggulan yang membuatnya menjadi pilihan yang ideal dalam berbagai aplikasi:
- Akurasi Tinggi: Dryblock calibrator mampu mencapai suhu yang sangat akurat dan stabil, memungkinkan kalibrasi alat ukur suhu dengan tingkat kepresisian yang tinggi.
- Pengulangan: Dryblock calibrator dapat mengulangi suhu referensi dengan sangat baik, sehingga memungkinkan pengguna untuk melakukan pengukuran yang konsisten dan dapat diandalkan.
- Fleksibilitas: Dryblock calibrator dapat digunakan untuk berbagai rentang suhu, sehingga cocok untuk kalibrasi alat ukur suhu yang beragam.
- Efisiensi: Proses pemanasan dan pendinginan yang cepat membuat dryblock calibrator menjadi alat yang efisien dalam melakukan kalibrasi.
- Akurasi Hasil Kalibrasi: Dengan menggunakan dryblock calibrator, alat ukur suhu dapat dikalibrasi secara akurat, yang sangat penting dalam aplikasi seperti laboratorium, industri, dan pengukuran lingkungan.
Penggunaan dryblock calibrator dalam kalibrasi alat ukur suhu membantu memastikan akurasi pengukuran yang konsisten dan dapat diandalkan, yang merupakan faktor kunci dalam berbagai aplikasi teknis dan ilmiah.
Gambaran Proses Kalibrasi dengan Dryblock Calibrator

A. Langkah-Langkah yang Terlibat dalam Kalibrasi Alat Ukur Suhu
- Persiapan Alat Ukur Suhu yang Akan Dikalibrasi:
- Pastikan alat ukur suhu dalam kondisi baik dan bebas dari kerusakan.
- Periksa sensor suhu atau elemen pengukur untuk memastikan kebersihannya.
- Pastikan bahwa baterai atau sumber daya lainnya pada alat ukur suhu mencukupi.
- Pemilihan Suhu Referensi pada Dryblock Calibrator:
- Tentukan rentang suhu yang sesuai dengan kebutuhan aplikasi atau spesifikasi alat ukur suhu.
- Pilih suhu referensi pada Dryblock Calibrator sesuai dengan titik kalibrasi yang akan dilakukan.
- Penempatan Alat Ukur Suhu dalam Dryblock Calibrator:
- Tempatkan alat ukur suhu dengan hati-hati di dalam lubang atau area yang disediakan pada Dryblock Calibrator.
- Pastikan bahwa sensor atau elemen pengukur alat ukur suhu berada dalam kontak yang baik dengan blok untuk transfer panas yang optimal.
- Proses Kalibrasi:
- Nyalakan Dryblock Calibrator dan atur suhu blok sesuai dengan suhu referensi yang dipilih.
- Biarkan alat ukur suhu berada dalam blok selama waktu yang telah ditentukan untuk mencapai kondisi termal yang stabil.
- Selama periode ini, Dryblock Calibrator akan menciptakan lingkungan yang stabil untuk kalibrasi alat ukur suhu.
B. Pengukuran dan Pencatatan Hasil Kalibrasi
- Pengukuran Suhu pada Titik Kalibrasi:
- Setelah mencapai kondisi termal yang stabil, lakukan pengukuran suhu pada titik-titik kalibrasi yang telah ditentukan.
- Gunakan alat ukur suhu yang akan dikalibrasi untuk mengukur suhu pada setiap titik.
- Pencatatan Hasil Kalibrasi:
- Catat hasil pengukuran suhu pada setiap titik kalibrasi.
- Bandingkan hasil ini dengan nilai referensi yang diberikan oleh Dryblock Calibrator.
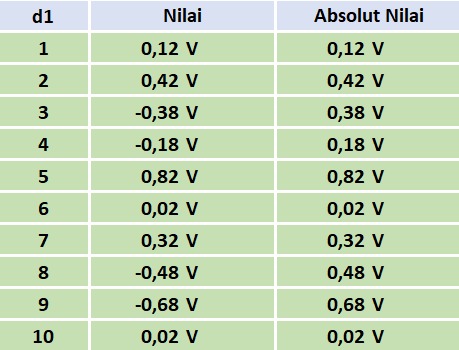
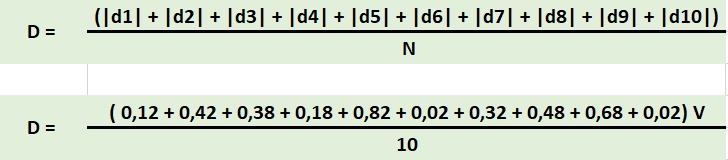
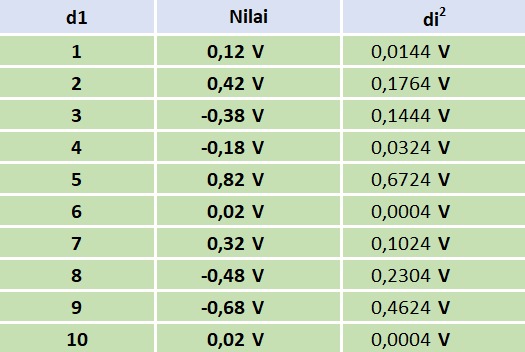
- Hitung deviasi atau kesalahan dan ketidakpastian pengukuran pada hasil kalibrasi.
- Koreksi dan Penyempurnaan:
- Jika diperlukan, lakukan koreksi pada alat ukur suhu untuk mengurangi kesalahan.
- Periksa dan kalibrasi ulang alat ukur suhu jika diperlukan.
- Catat kembali hasil kalibrasi setelah koreksi untuk memastikan bahwa alat ukur suhu telah ditingkatkan.
Proses diatas adalah kalibrasi alat ukur suhu menggunakan Dryblock Calibrator, sangat disarankan teman-teman mengikuti training kalibrasi untuk mendapatkan pemahaman secara mendetil berikut dengan cara perhitungan ketidakpastiannya.
Manfaat Penggunaan Dryblock Calibrator

A. Keuntungan dari Penggunaan Dryblock Calibrator dalam Kalibrasi
- Efisiensi Waktu: Dryblock Calibrator memungkinkan proses kalibrasi dilakukan dengan cepat dan efisien. Blok suhu dapat mencapai kondisi termal yang stabil dengan cepat, menghemat waktu dalam proses kalibrasi.
- Kontrol Suhu yang Presisi: Dryblock Calibrator memberikan kontrol yang sangat presisi terhadap suhu lingkungan di sekitar alat ukur suhu yang sedang dikalibrasi. Ini membantu menciptakan kondisi kalibrasi yang stabil dan terkendali.
- Kemampuan untuk Menangani Rentang Suhu yang Luas: Dryblock Calibrator dapat menangani berbagai rentang suhu, memungkinkan kalibrasi alat ukur suhu untuk aplikasi yang memerlukan rentang suhu yang luas.
B. Meningkatkan Akurasi dan Presisi Alat Ukur Suhu
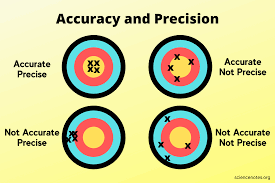
- Akurasi yang Tinggi: Dryblock Calibrator memberikan titik referensi suhu yang sangat akurat. Ini membantu dalam menentukan sejauh mana akurasi alat ukur suhu yang sedang dikalibrasi.
- Presisi yang Tinggi: Dengan kontrol suhu yang sangat presisi, Dryblock Calibrator memastikan bahwa alat ukur suhu dikalibrasi pada tingkat presisi yang tinggi. Hal ini membantu dalam mendapatkan hasil pengukuran yang konsisten.
- Reduksi Kesalahan Pengukuran: Penggunaan Dryblock Calibrator dapat mengurangi kesalahan pengukuran pada alat ukur suhu dengan menyediakan referensi suhu yang stabil dan akurat.
C. Penerapan Dryblock Calibrator dalam Berbagai Industri
- Industri Manufaktur: Digunakan untuk kalibrasi alat ukur suhu yang terintegrasi dalam proses produksi untuk memastikan kualitas produk yang konsisten.
- Industri Farmasi: Penting dalam kalibrasi alat ukur suhu yang digunakan dalam proses produksi dan kontrol kualitas obat-obatan untuk memastikan kepatuhan terhadap standar regulasi. Mesin fluidized bed dryer (FBD) merupakan salah satu contoh mesin dalam industri farmasi dimana sensor suhunya dikalibrasi dengan menggunakan dryblock calibrator.
- Industri Laboratorium: Ideal untuk kalibrasi alat ukur suhu laboratorium seperti termometer digital, termokopel, dan termistor untuk menjaga akurasi hasil eksperimen.
- Industri Minyak dan Gas: Digunakan untuk kalibrasi alat ukur suhu yang terpasang di fasilitas pengeboran, pemrosesan, dan penyimpanan untuk menjaga operasional yang aman dan efisien.
- Industri Pangan: Penting dalam memastikan suhu yang akurat dan stabil pada berbagai tahap produksi dan penyimpanan untuk memastikan keamanan dan kualitas produk makanan.
Penutup

Sebagai penutup, penggunaan Dryblock Calibrator dalam kalibrasi alat ukur suhu memberikan kontribusi yang signifikan dalam memastikan akurasi dan konsistensi hasil pengukuran. Proses kalibrasi dengan Dryblock Calibrator memberikan kontrol yang presisi terhadap kondisi termal, menghasilkan referensi suhu yang dapat diandalkan.
Keuntungan efisiensi waktu, kemampuan menangani rentang suhu yang luas, dan kontrol yang tepat membuat Dryblock Calibrator menjadi alat yang sangat penting dalam industri yang bergantung pada pengukuran suhu yang akurat.
Berdasarkan manfaat yang telah diidentifikasi, menganjurkan penggunaan Dryblock Calibrator secara lebih luas dalam industri adalah langkah yang dapat meningkatkan akurasi, konsistensi, dan efisiensi di berbagai sektor.
Laboratorium kalibrasi, Industri manufaktur, farmasi, laboratorium, minyak dan gas, serta industri pangan dapat mengambil manfaat besar dari penerapan Dryblock Calibrator dalam memastikan kepatuhan terhadap standar kualitas dan keamanan.
Investasi dalam teknologi ini dapat membawa hasil jangka panjang dengan meningkatkan kontrol proses, mengurangi kesalahan pengukuran, dan memastikan kehandalan alat ukur suhu di seluruh industri.
Referensi
- Comans, E. W., & Seng, L. L. (2017). Temperature Calibration: A Tutorial. NIST Technical Note 2101. National Institute of Standards and Technology.
- McEvoy, H. (2018). Temperature Measurement in Industry: A Practical Guide. Springer.