 Pengukuran suhu di berbagai bidang sangat diperlukan karena parameter ini mempengaruhi kualitas / hasil analisa yang kita lakukan, contoh :
Pengukuran suhu di berbagai bidang sangat diperlukan karena parameter ini mempengaruhi kualitas / hasil analisa yang kita lakukan, contoh :
- Pengukuran suhu sampel di laboratorium dimana sampel tersebut akan mengalami perubahan bentuk / sifat pada suhu tertentu,
- Pengukuran suhu larutan standar untuk kalibrasi dimana nilai dari larutan standar tersebut juga bervariasi berdasarkan dengan kondisi suhu pengukuran (hal ini banyak kita temukan pada larutan standar conductivity meter, ph meter, refractometer, dll),
- Pengukuran suhu di area gudang bahan baku dimana suhu penyimpanan bahan tersebut berdasarkan MSDS (Material Safety Data Sheet) harus disimpan pada suhu tertentu untuk tetap menjaga kualitas bahan, dll.
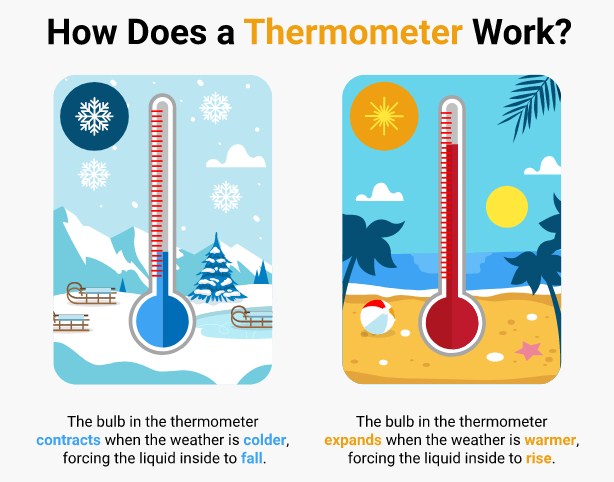
Banyak alat yang digunakan untuk mengukur suhu ini, dari yang canggih dimana hasil pengukuran suhu sudah terkoneksi dengan sistem di android dimana ketika suhu diluar spesifikasi (Out of Specs) maka akan mengirimkan pesan / SMS ke smartphone kita secara otomatis sampai ke alat pengukur suhu yang sederhana, misalnya : termometer digital, termohigrometer, datalogger thermohygrometer, sampai ke termomter gelas dan termometer kayu. Pada artikel ini kita akan belajar mengenai termometer raksa, klinis, dan alkohol yang merupakan bagian dari termomter gelas.
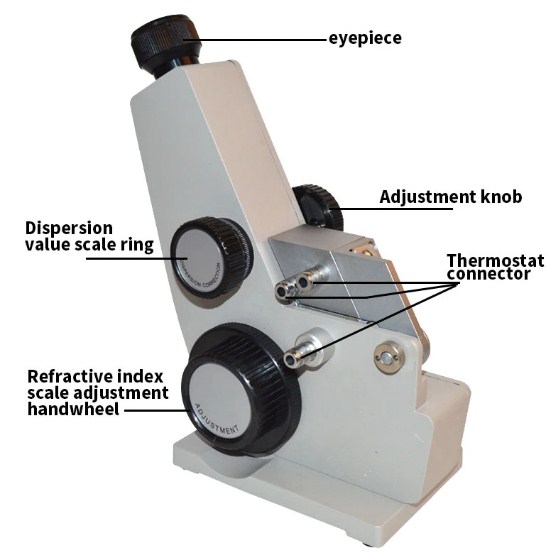
Termometer Gelas merupakan alat ukur temperature berupa tabung kaca berongga yang tertutup dan berisi cairan tertentu, ditinjau dari bagian-bagiannya, paling tidak ada 3 bagian utama dari termometer ini yaitu :

1. Bulb
Merupakan tabung gelas tipis yang terdapat pada bagian bawah termometer dimana bagian ini sangatlah sensitif terhadap perubahan suhu.
2. Cairan
Dapat berupa etanol, pentana, dan yang paling lazim adalah merkuri / raksa.
3. Steem
Merupakan lubang kaliper dimana tempat cairan akan memuai jika temperature meningkat.
4. Markings
Atau yang disebut dengan skala
Termometer alkohol vs Termometer Raksa vs Termometer Klinis

Temometer alkohol merupakan termometer yang menggunakan alkohol sebagai media pengukur.
Kelebihan Termometer Alkohol
- Alkohol lebih murah dibandingkan dengan raksa
- Alkohol lebih teliti karena kenaikann suhu yang stabil, alkohol mengalami perubahan volume yang besar.
- Alkohol dapat mengukur suhu yang sangat dingin (misalnya suhu di daerah kutub), hal ini dikarenakan titik beku alkohol yang sangat rendah yaitu -112 derajat celsius.
Kekurangan Termometer Alkohol
- Alkohol memiliki titik didih rendah
- Alkohol tidak berwarna sehingga harus diberi warna terlebih dahulu agar mudah dilihat
- Alkohol membasahi (melekat) padda dinding kaca.
Termometer Raksa merupakan termometer yang dibuat dari air raksa yang ditempatkan pada tabung kaca.
Kelebihan Termometer Raksa
- Raksa mudah dilihat karena mengkilat
- Volume raksa berubah secara teratur ketika terjadi perubahan suhu
- Raksa tidak membasahi kaca ketika memuai atau menyusut.
- Jangkauan suhu raksa cukup lebar dan sesuai untuk pekerjaan laboratorium (-40 derajat celsius s/d 350 derajat celsius)
- Raksa dapat terpanasi secara merata sehingga menunjukkan suhu cepat dan tepat
Kekurangan Termometer Raksa
- Raksa harganya relatif mahal
- Raksa tidak dapat digunakan untuk mengukur suhu yang sangat rendah (misalnya : suhu di kutub)
- Raksa termasuk zat berbahaya (sering digunakan “air keras”) sehingga termometer raksa berbahaya jika tabungnya pecah.
Termometer ini banyak digunakan karena berbagai pertimbangan seperti, harganya yang murah, dapat langsung digunakan atau tidak memerlukan adanya alat bantu, tidak terpengaruh dengan inferferensi tegangan listrik, konduktivitas yang rendah, dll. Namun dibalik beberapa keuntungan tersebut termometer gelas ini juga mempunyai beberapa kelemahan yaitu mudah pencah, merkuri juga dapat mengkontaminasi, pada saat pengukuran / pengambilan data ada kemungkinan timbul kesalahan paralak, dan masalah yang paling unik adalah ketika kita ingin melakukan kalibrasi ulang terhadap alat ini, harga kalibrasi terkadang lebih mahal dibandingkan dengan harga unit alatnya, dan ini terkadang menjadi pertanyaan atasan kita.
Termometer klinis

Termometer yang hampir pasti ada di klinik, rumah sakit, dan laboratorium kesehatan lainnya. Termometer klinis ini menggunakan air raksa sebagai media pengukurnya, dibandingkan dua termometer sebelumnya, termometer ini lebih pendek karena cara penggunannya juga dikempit dengan bagian ketiak tubuh kita. Sesuai dengan namanya termometer ini digunakan untuk mengukur seberapa tinggi suhu tubuh kita.
Cara Menggunakan Termomter Klinis
Sebelum menggunakan termometer klinis ini, ada beberapa hal yang harus diperhatikan, antara lain :
- Jangan mengukur suhu tubuh dengan termometer klinis pada waktu selesai olah raga. Paling tidak kita harus memberikan jeda waktu 20 – 30 menit. Hal ini dikarenakan setelah olah raga tubuh kita akan mengeluarkan panas.
- Jangan mengukur suhu tubuh dengan termometer klinis setelah kita mandi pakai air hangat, merokok, makan / minum dari makanan / minuman yang disajikan secara hangat karena hal ini juga akan mempengeruhi suhu tubuh kita. Sebelum melakukan pengukuran, berilah jeda 20 – 30 menit.
- Sebelum melakukan pengukuran suhu tubuh, pastikan kondisi ketiak kering, jika tidak, keringkan dengan menggunakan tissue terlebih dahulu, dan pastikan juga suhu termometer klinis tersebut dibawah 35 derajat celsius, cara menurunkan suhu termometer klinis tersebut adalah dengan cara menkibas-kibaskan.
Berikut adalah cara menggunakan termometer klinis :
- Pastikan kondisi termometer klinis sebelum digunakan dalam keadaan bersih.
- Kempit termometer dengan ketiak sebelah kiri
- Tempelkan telapak tangan kiri ke bagian dada sebelah kanan supaya termometer tidak bergerak dan tunggu selama 3 – 5 menit.
- Baca hasil pengukuran (misal hasilnya 36.7 derajat celsius)
- Bersihkan termometer klinis tersebut.
- Turunkan suhu termometer klinis dengan hati-hati karena di dalam termometer tersebut ada air raksa yang berbahaya yang mungkin bisa menyebabkan iritasi pada kulit kita ketika termometer tersebut pecah.
Termometer Kayu

Hampir sama dengan termometer sebelumnya, namun untuk termometer jenis ini biasanya digunakan untuk mesin penetas telur / inkubator meskipun terkadang masih kita temui diindustri untuk mengukur suhu ruangan. Meskipun saat ini sudah banyak sekali termometer jenis digital, namuan para petani / penetas telur lebih suka jika termometer kayu inilah yang digunakan.
Cara Menggunakan Termometer Raksa dan Alkohol
Ketika kita membeli termometer gelas, maka biasanya alat tersebut sudah ditempatkan didalam silinder plastik yang berfungsi untuk melindungi dari kerusakan / pecah. Berikut ini contoh penggunaan termometer tersebut untuk mengukur suhu air.
- Keluarkan termometer dari tempatnya (silinder plastik), supaya tidak mempengaruhi hasil pengukuran peganglah termometer pada tali yang terikat di bagian ujung termometer. Tidak diperbolehkan memegang termometer pada bagian-bagiannya apalagi di bagian ujungnya karena bagian ini sangat sensitif sekali terhadap perubahan suhu.
- Tuang air yang akan diukur suhunya ke dalam beaker gelas.
- Sebelum termometer kita masukkan ke dalam larutan, maka kita lihat terlebih dahulu suhu awalnya (misalnya : suhu awal adalah 34 derajat celsius)
- Masukkan termometer ke dalam cairan selama beberapa saat. Pastikan bagian ujung termometer tidak menyentuh bagian dasar dari beaker gelas.
- Baca suhu pada skala termometer.
- Jika sudah selesai bersihkan termometer dengan menggunakan tisue.
- Simpan termometer kewadah plastiknya.
Hasil Pembacaan Termometer Gelas
Secara umum, hasil dari pengukuran tesebut dirumuskan sebagai :
X = (X ± ΔX) Satuan
Karena yang kita ukur suhu maka persamaannya menjadi (misal : hasil pengukurannya 25 °C)
T = (25 ± ΔT)
Dimana :
ΔT = 1/2 x SPT
SPT = Skala pengukuran terkecil
dimana
SPT = Selisih / Interval = 10 / 10 = 1
Sehingga
ΔT = 1/2 x 1 = 0.5
Sehingga hasil pengukuran 25 +- 0.5
Nilai 0.5 ini merupakan nilai ketidakpastian pengukuran.
Apakah Termometer Gelas Anda Rusak?
Berikut ini adalah gejala-gejala dimana termometer gelas kita mengalami kerusakan dan harus benar kita perhatikan :
1. Merkuri putus
2. Adanya benda asing di rongga kaliper
3. Kerusakan pada kaliper
Untuk menghindari adanya kerusakan tersebut maka disarankan pada saat penyimpanan kita menhindari hal-hal berikut ini :
1. Masukkan termometer gelas ke dalam tempatnya yang menyerupai pipa plastik, hal ini untuk menghindari benturan dengan benda lain yang mungkin menyebabkan pecah atau patah.
2. Letakkan pada posisi honrizontal dan hindari bebar dan tekanan pada bulb.
3. Hindari getaran dan cegah supaya tidak menggelinding.
4. Untuk termometer organik, cegah adanya paparan dari sumber cahaya yang menyebabkan kualitas cairan menurun
Kalibrasi Termometer Raksa, Klinis, Alkohol
Seperti yang telah disampaikan diatas, dimana terkadang biaya kalibrasi termometer gelas ini lebih mahal dibandingkan dengan harga unitnya, namun untuk tetap menjaga hasil pengukuran yang kita lakukan akurat, maka kegiatan kalibrasi ini harus tetap dilakukan.
Referensi / metode yang biasa digunakan untuk kalibrasi termometer gelas ini adalah ASTM E 77-99
Sumber gambar :
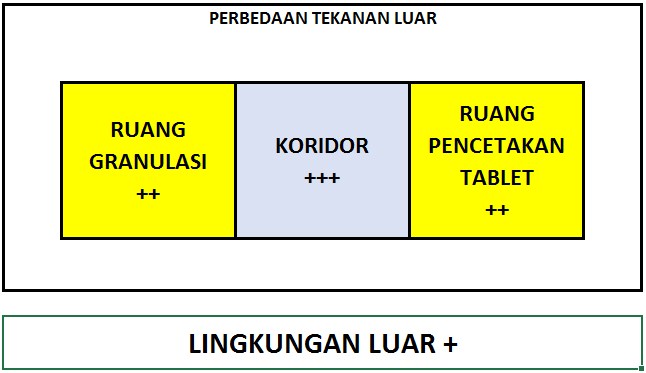

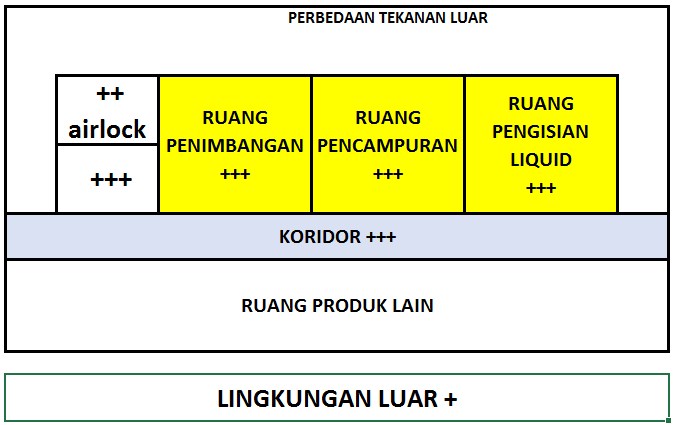
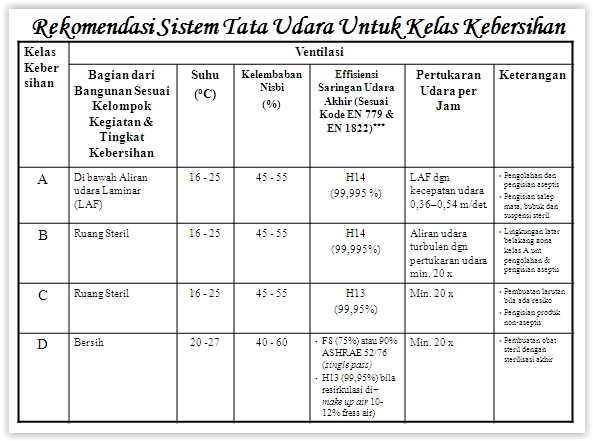

 Pada artikel kali ini kita akan belajar mengenai sanitasi dan hygiene, apa pengertian dan bedanya dan kenapa kedua hal tersebut menjadi salah satu parameter penting dalam CPOB (cara pembuatan obat yang baik) atau bahkan di
Pada artikel kali ini kita akan belajar mengenai sanitasi dan hygiene, apa pengertian dan bedanya dan kenapa kedua hal tersebut menjadi salah satu parameter penting dalam CPOB (cara pembuatan obat yang baik) atau bahkan di