Weighing Booth adalah sebuah mesin yang dirancang untuk kondisi lingkungan kerja steril dengan flow yang telah distandarkan. Unit ini banyak sekali kita temukan di industri farmasi dan biasa digunakan dalam proses penimbangan, pengisian, sampling atau proses lainnya yang membutuhkan lingkungan yang sedikit mungkin adanya Kontaminasi, selain itu juga dapat mencegah terjadinya pencemaran yang diakibatkan oleh udara.
Secara garis besar prinsip dari unit weighing booth ini adalah udara di area kerja ditarik mengunakan bantuan blower yang terletak di dalam Weighing Booth, dan udara yang masuk sebelumnya difilter terlebih dahulu oleh pre-filter, medium filter, dan terakhir oleh HEPA Filter (High Effeciency Particulate Air). Dan udara akan ditiupkan keluar dari HEPA dengan kecepatan air flow 0,36-0,54 m/s.
Kegiatan kualifikasi baik itu pada saat instalasi, kualifikasi, dan kinerja sebagai rangkaian untuk melakukan verifikasi terhadap komponen operasi, elemen penunjuang lainnya tentunya sangat diperlukan untuk memastikan unit ini berjalan dengan semestinya seduai dengan persyaratan / spesfikasi teknis pelanggan ataupun standard yang digunakan untuk rujukan, jika berbicara mengenai weighing booth maka standar yang biasa digunakan sebagai rujukan adalah BPOM. Pemenuhan standard tersebut tentunya sangat diperlukan untuk tetap menghasilkan proses / produk yang berkualitas (No defect product / NG).
Bagian-Bagian Weighing Booth


Sumber Gambar :
https://www.hacleanroom.com/down-flow-booth/cleanroom-powder-weighing-booth.html
Setelah melakukan pembelian weighing booth, tentunya kita akan mendapatkan beberapa dokumen dimana salah satunya adalah gambar skematik dari unit ini, berikut ini adalah contoh dari gambar tersebut :
Berikut ini adalah bagian-bagian dari unit mesin weighing booth
1. HEPA Filter
2. Differential Pressure Gauge
3. Control Board
4. Operation Button
5. Water Proof Socket
6. Sealent HEPA filter
7. PLF Scenes
8. Purification Light
9. Per Secondary Filter
10. Table
Perbedaan Pre, Medium, HEPA Filter
HEPA (High Effeciency Particulate Air) Filter, jika diterjemahkan dalam bahasa indonesia kurang lebih yaitu filter udara dengan particulate yang mempunyai efisiensi tinggi, dengan efisiensi penyaringan yang tinggi inilah maka filter ini banyak digunakan di industri makanan yang membutuhkan kesterilan pada proses produksinya. Filter yang lain yang mungkin kita kenal adalah pre filter dan medium filter.
- Pre-Filter mempunyai efisiensi Penyaringanya sebesar 35%
- Medium Filter mempunyai efisiensi penyaringan sebesar 95%
- High Efficiency Particulate Air (HEPA) Filter mempunyai Efisiensi penyaringan 99,997% dan mampu menangkap partikel dengan ukuran paling kecil 0,3 mikron.
HEPA mempunyai prinsip kerja dimana filter tersebut mampu menangkap udara dalam jaring serat yang sangat komplek dimana metode penangkapan partikel dibedakan berdasarkan ukuran partikel yang melewatinya, yaitu :
- Impaksi
- Inersia
- Difusi
- Intersepsi
Seiring dengan berjalannya penggunaan, filter tersebut juga mengalami penurunan kinerja, interval penggantian HEPA filter di weighing booth tersebut tentunya tergantung dari beberapa hal, misalnya :
- Frekuensi pemakaian mesin (weighing booth)
- Kondisi ruangan tempat weighing booth terinstal
- Lokasi pabrik
- dll
Kualifikasi weighing booth ini mencakup
- Velocity Test (Uji kecepatan laju aliran udara)
- Integrity Test (Uji leaking / kebocoran hepa filter)
- Particle Test (Uji kadar partikel dalam udara)
- Flow Pattern Test (Uji Pola aliran udara)
Velocity Test (Uji kecepatan laju aliran udara)
Uji ini bertujuan untuk memastikan bahwa kecepatan aliran udara yang melewati hepa filter sesuai dengan standar yang telah ditentukan dimana kecepatan udara yang melewati HEPA Filter memiliki ketentuan 0.36 s/d 0.54 meter / detik dengan jarak samping kurang lebih 10 cm dibawah filter.
Prosedur tahapan dalam melakukan pengujian kecepatan aliran udara (velocity test) ini adalah :
1. Menghidupkan unit alat weighing booth kurang lebih 15 menit sebelum dilakukan pengujian
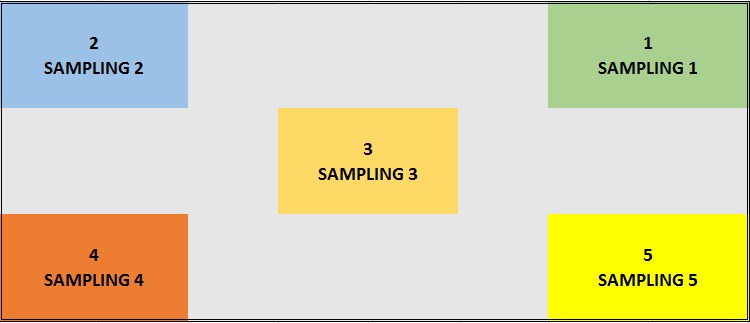
2. Lakukan pengujian dan catat kecepatan aliran udara (velocity) dengan menggunakan anemometer, dibawah masing-masing HEPA filter sebanyak 5 titik.
Berikut adalah ilustrasi lokasi pengujian velocity weighing booth.
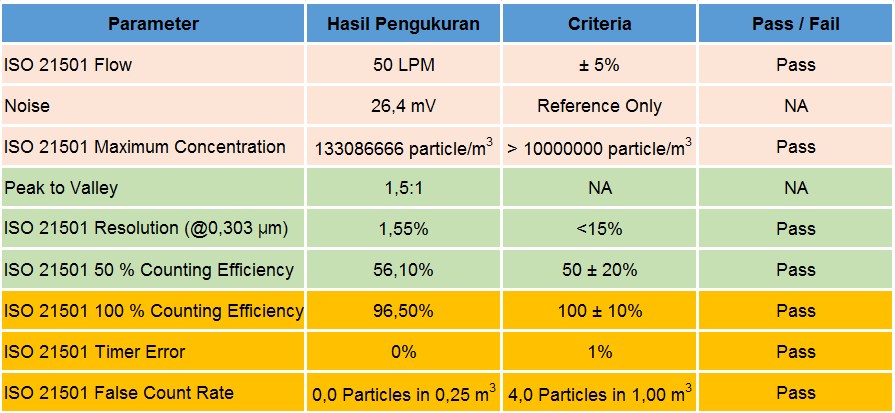
Dan berikut ini adalah contoh hasil uji velocity weighing booth tersebut.

Integrity Test (Uji leaking / kebocoran hepa filter)
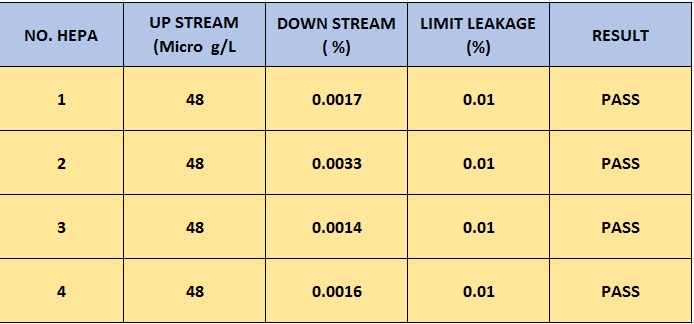
Integrity test hepa filter bertujuan untuk mengetahui kondisi aktual dari integritas hepa filter yang terpasang serta untuk mengetahui tingkat efisiensi hepa filter ataupun mendeteksi adanya kebocoran pada sistem instalasi hepa filter tersebut. Kriteria / standar dalam pengujian ini tentunya tidak adanya kebocoran di area hepa filter yang ditandai dengan bunyinya alarm pada display alat pada saat pengujian dan jumlah asap pao yang lolos dalam bentuk numerical menunjukkan nilai dibawah 0.01 %
Tahapan Pengujian kebocoran Hepa Filter (Integrity Test)
Prinsip dari integrity test hepa filter ini adalah dengan cara melakukan scan test secara langsung dengan menggunakan unit alat aerosol phtometer sehingga hasil secara langsung bisa dilihat di pada unit yang menunjukkan tingkat integritas HEPA serta efisiensi aktual dan kebocoran pada hepa filter ataupun instalasinya.
1. Pastikan unit hepa filter sudah terpasang dengan benar, catat tipe serta spesifikasi dari HEPA filter tersebut.
2. Siapkan alat / instrumen yang akan digunakan untuk integrity test
3. Masukkan / inject media PAO sebelum HEPA filter dengan persentase kurang lebih 20 – 80 %
4. Catat hasil scan test photometer dan hitung efisensi dari HEPA.
Arah pola pengujian HEPA Filter bisa dilihat pada ilustrasi gambar berikut :

Dan berikut adalah contoh hasil pengujian integrity test HEPA
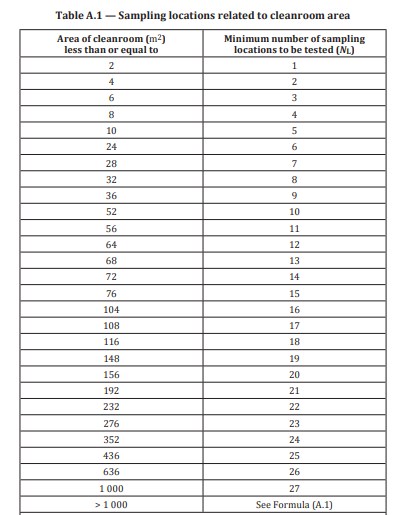
Particle Test (Uji kadar particel dalam udara)
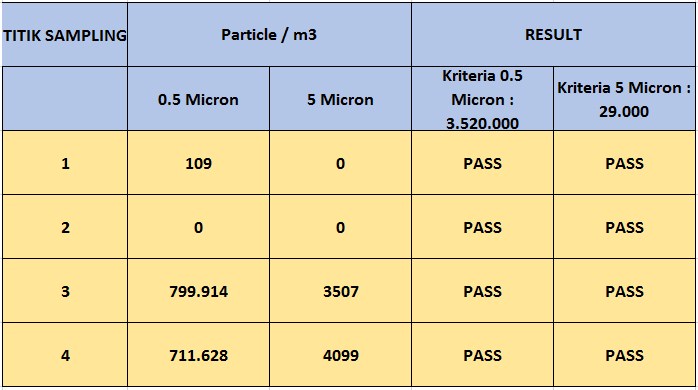
Uji ini bertujuan untuk mengetahui tingkat kebersihan dari unit weighing booth apakah sudah sesuai dengan kelas kebersihannya. Untuk kriteria penerimaan tentunya disesuaikan dengan kelas ruangan tersebut, contohnya jika weighing booth diletakkan di kelas E maka kriteria yang harus dipenuhi adalah :
Jumlah particle yang diperbolehkan :
Partikel 0.5 micron < 3.520.000 particle / m3
Partikel 5.0 micron < 29.000 particle / m3
Prosedur Uji Kadar Partikel
Pengujian dilakukan dengan cara mengambil sampel udara di sekitar area weighing booth dimana minimum volume sampel yang diambil unit alat paling tidak 2 liter dengan periode sampel minimum 1 menit, hal ini tentunya harus kita perhatikan, karena unit alat particle counter bisa jadi berbeda spesifikasi antara 1 dan yang lainnya.
Contoh Unit alat particle counter mempunyai spesifikasi 28.3 Liter / menit sehingga volumen sampel udara sudah terpenuhi jika kita melakukan sampling selama 1 menit.
Berikut ini adalah gambar titik sampling untuk pengetesan HEPA Filter di weighing booth tersebut.
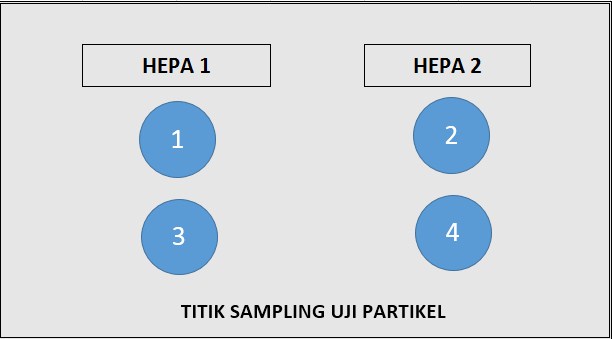
Dan berikut ini adalah contoh hasil pengujian kadar partikel
Flow Pattern Test (Uji Pola aliran udara)
Pengujian ini dilakukan untuk mengetahui secara visual pola aliran udara yang terjadi di area dalam weighing booth sehingga mutu dan kualitas hasil produksi tetap terjadi, hasil yang diharapkan dari pengujian ini yaitu aliran udara haruslah menuju ke arah kedua return tanpa adanya turbulenci.
Prosedur yang bisa digunakan dalam melakukan uji ini dapat menggunakan asap kering dan melakukan pengamatan secara langsung mengenai pola aliran udara yang terjadi secara visual kemudian merekam menggunanakan smartphone sebagai bukti dokumentasinya.
Differential Pressure di Dalam Weighing Booth
Salah satu alat ukur yang terinstal di dalam weighing booth ini adalah differential pressure yang berfungsi untuk memantau perbedaan tekanan di dalam ruangan weighing booth tersebut, Unit alat ini haruslah dikalibrasi supaya indikator tekanan yang ditunjukkan akurat, hal ini tentunya bisa mengindikasikan kondisi filter yang ada di weighing booth tersebut.