
Dalam artikel ini kita akan membahas mengenai perbedaan tekanan udara pada ruang di industri Farmasi serta magnehelic gauge sebagai alat ukur yang digunakan untuk pemantauan perbedaan ruangan tersebut. Seperti kita ketahui, perbedaan tekanan ruangan ini disebabkan karena adanya sistem HVAC yang menyuplai udara bersih dalam ruangan.
Tujuan dari adanya perbedaan tekanan ini tentunya untuk pencegahan kontaminasi silang yang perlu dihindari karena akan berpengaruh terhadap kualitas dan keamanan produk yang diproduksi. Dengan adanya perbedaan tekanan, kita akan mencegah serbuk atau kotoran berpindah antar ruang atau dengan kata lain, dengan tidak adanya partikel yang saling berpindah maka resiko kontaminasi dapat diminimalkan karena seperti kita ketahui kontaminasi ini bisa bersumber dari produknya sendiri baik antar bets atau antar produk, peralatan yang digunakan untuk produksi, ataupun dari personel sehingga ruangan dalam industri farmasi perlu didesain sehingga tidak terjadi kontaminasi silang.
Prinsip dari perbedaan ruangan ini adalah udara akan mengalir dari ruangan yang mempunyai tekanan udara tinggi ke ruangan yang mempunyai tekanan rendah. Nah untuk mengukur perbedaan tekanan inilah diperlukan magnehelic gauge sebagaai alat ukurnya.
Daftar Isi
Berikut Beberapa Pengaturan Tekanan Udara pada Ruang Industri Farmasi
Pengaturan Tekanan Pada sediaan Solid Non Betalaktam (Tablet atau kapsul nonsteril)
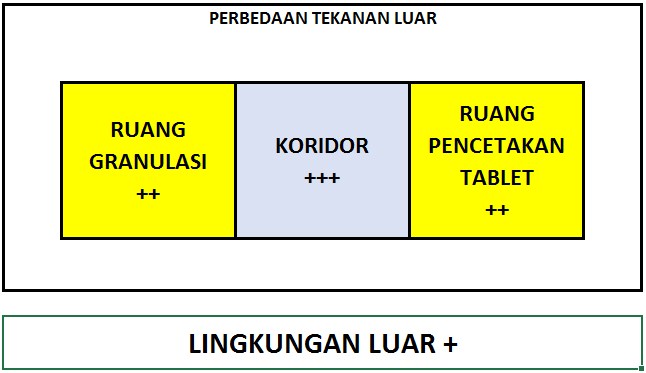
Prinsip yang digunakan pada desain ruangan sediaan ini adalah clean koridor (koridor bersih), dimana tekanan pada koridor lebih tinggi dibandingkan dengan tekanan pada ruang proses sehingga kotoran dari ruang proses tidak akan masuk ke koridor.
Mungkin teman-teman bertanya, bagaimana kalau ada kotoran dari luar masuk ke koridor sehingga akan mencemari ruangan proses?
Kotoran dari lingkungan luar dicegah masuk kedalam ruangan proses karena tekanan di ruang proses secara keseluruhan lebih tinggi dibandingkan tekanan lingkungan luar sehingga kotoran tidak akan masuk ke ruang proses. Terdapat beberapa ruangan produksi, misalnya : ruang granulasi basah, ruang pengemasan primer, ruang pencetakan tablet.
Dimana di ruang granulasi terjadi pencampuran antara serbuk dengan pelarut dalam mesin mixer atau mesin granulasi sehingga ada kemungkinan serbuk di ruang granulasi, namun dengan adanya tekanan koridor yang lebih tinggi dari ruang granulasi maka serbuk tadi tidak bisa berpindah ke dalam koridor untuk mencemari ruangan lainya. Selain itu juga terdapat ruangan penyangga yang berfungsi untuk mencegah masuknya serbuk tersebut, sedangkan untuk kotoran yang mungkin berasal dari personel tentunya telah dicegah dengan penggunaan APD / alat pelindung diri yang sesuai misalnya : baju operator, masker, dan lain-lain.
Dengan prinsip yang sama yaitu aliran udara dari tekanan tinggi ke tekanan rendah, maka serbuk yang dihasilkan dari ruangan cetakan tablet tidak akan berpindah ke koridor karena tekanan koridor lebih tinggi daripada tekanan ruang cetakan tablet.
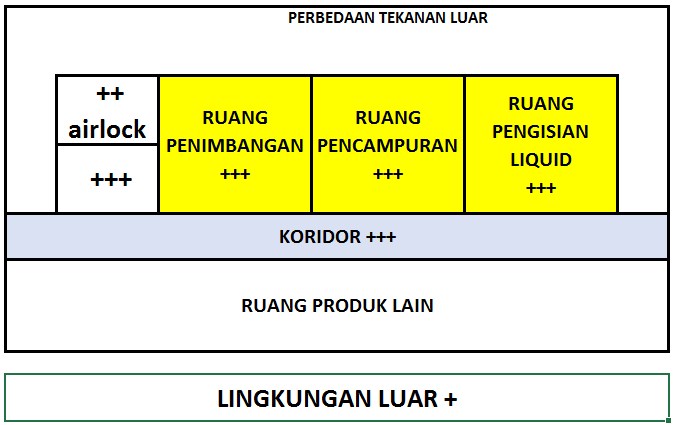
Pengaturan tekanan pada sediaan Liquid / Semisolid / Oral Liquid Non Betalaktam (Povidone-Iodine 10 %, salep krim kulit, atau obat batuk hitam cair)

Prinsipnya adalah Dirty koridor dimana tekanan udara dalam ruang proses lebih tinggi dibandingkan dengan tekanan udara ruang koridor sehingga kemungkinan kotoran masuk ke ruang proses menjadi lebih kecil. Pengaturan seperti ini dibuat karena sediaan Liquid / semisolid / oral Liquid produknya basah yang mempunyai karakter lebih rentan sehingga didesain dari awal sehingga kotoran tidak masuk keruang proses. Terlebih lagi jika parameter mutu produk Liquid dipersyaratkan harus bening sehingga adanya sedikit kotoran masuk ke cairan saja sudah bisa mempengaruhi mutu produk.
Pengaturan Tekanan pada Sediaan Solid Liquid / Semisolid / Oral Liquid Betalaktam
Prinsipnya adalah untuk sediaan antibiotik betalaktam harus dibuat dalam gedung terpisah sendiri dan tidak boleh satu gedung dengan misalnya : produk tablet konvensional. Di dalam gedung ini pengaturan tekanannya dirancang negatif relatif dari lingkungan luar sehingga debu atau serbuk betalaktam tidak keluar mencemari lingkungan atau ruangan lain.
Sedangkan untuk mencegah masuknya kotoran ke ruang produksi dicegah dengan adanya air lock dimana tekanan udara di air lock ini lebih rendah sehingga kotoran akan terkumpul di area ini kemudian disedot dan dikumpulkan sehingga dapat dibuang. Kotoran betalaktam harus ditampung dan dibuang secara khusus dan tidak boleh dibuang sembarangan. Namun harus ke pengolahan limbah yang kompeten.
Rekomendasi Sistem Tata Udara HVAC di Ruangan Steril
Berikut ini adalah tabel rekomendasi sistem tata udara untuk kelas kebersihan yang kami ambil dari website nya paka bambang priyambodo.
Oya sekedar info, jika teman-teman ingin belajar mengenai farmasi industri bisa langsung berkunjung ke youtube channelnya :
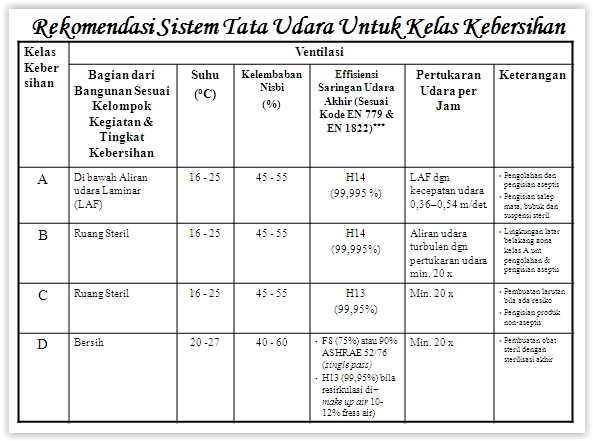
Untuk sistem kelas kebersihan A maka bagian dari bangunan sesuai kelompok kegiatan dan tingkat kebersihannya yaitu dibawah aliran udara laminar air flow (LAF) dengan temperature 16 – 25 derajat celsius dan kelembaban nisbi 45 – 55 % RH dan kecepatan pertukaran udara 0,36 s/d 0,54 m/s.
kemudian untuk kelas B maka bagian dari bangunan sesuai kelompok kegiatan dan tingkat kebersihannya ruang steril, dengan temperature 16 – 25 derajat celsius dan kelembaban nisbi 45 – 55 % RH dan aliran udara turbulen dengan pertukaran udara minimal 20 x.
dst.
Perlu diperhatikan bahwa ruang bersebelahan dengan kelas kebersihan berbeda hendklah mempunyai perbedaan tekanan dalam mempunyai berkisar 10 – 15 Pascal sebagai nilai acuan.
Contoh : Perbedaan tekanan udara antara kelas A dan kelas B haruslah dibedakan sekitar 10-15 Pa karena perbedaan kelas. Sedangkan untuk kelas yang sama adalah sekitar 5 Pascal.
Kelas A :
- Pengolahan dan pengisian aseptis
- Pengisian salep mata, bubuk, dan suspense steril.
Kelas B :
- Lingkungan latar belakang kelas A dan untuk pengolahan dan pengisian aseptis.
Kelas C :
- Pembuatan larutan bila ada resiko
- Pengisian produk non aseptis
Kelas D :
- Pengolahan bahan higroskopis
Magnehelic Gauge – Alat Ukur Perbedaan Tekanan
Seperti yang telah disampaikan diatas, karena perbedaan tekanan ruangan ini merupakan suatu hal yang kritikal maka diperlukan pemantauan / pengukuran nilai dari besarnya perbedaan takanan antar ruangan tersebut. Salah satu alat yang bisa digunakan adalah dwyer differential pressure magnehelic gauge. Brand ini mempunyai banyak sekali model yang bisa teman-teman sesuaikan dengan kebutuhan.
Tabel berikut merupakan beberapa model dari unit tersebut untuk satuan tekanan pascal.

Pada saat instalasi magnehelic pressure gauge ini pastikan lokasinya terbebas dari getaran dengan kondisi temperature tidak lebih dari 60 derajat celsius dan tidak terpapar langsung sinar matahari. Terkadang dalam instalasi memerlukan ukuran tubing yang akan panjang, hal ini tidak akan mempengaruhi dari akurasi unit tersebut, namun hanya respon pengukuran menjadi agak lama, dan ini tentunya bisa kita maklumi mengingat aliran udara di tubing tersebut juga menjadi agak lama.
Pada saat melakukan pembelian differential pressure magnehelic ini tentunya sudah disertakan dengan sertifikat kalibrasi, dimana unit ini dikalibrasi dalam kondisi vertikal, sehingga sangat disarankan pada saat instalasi unitnya juga dilakukan secara vertikal.
Kalibrasi Differential Pressure Gauge Magnehelic
Untuk tetap memastikan akurasi dari penunjukan unit magnehelic ini, maka sebaiknya dilakukan kalibrasi secara berkala. Kalibrasi bisa dilakukan secara internal jika kita memiliki personel yang sudah kompeten dan mendapatkan training kalibrasi dan memiliki alat ukur yang digunakan untuk standar kalibrasi. Prinsip kerja dari kalibrasi magnehelic ini adalah membandingkan penunjukkan magnehelic dengan standar ketika diberikan tekanan udara.
Berikut ini adalah link video yang kami ambil dari webiste nya additel dimana yang mendomentrasikan cara kalibrasi magnehelic gauge.
Setelah kegiatan kalibrasi differential pressure gauge magnehelic tersebut tentunya dilakukan pengolahan data untuk menghitung ketidakpastian bentangan dari hasil kalibrasi.
Namun jika teman-teman belum memiliki standar atau belum pernah mendapatkan training kalibrasi pressure, disarankan menggunakan laboratorium kalibrasi untuk melakukan kalibrasi magnehelic tersebut.
.
Sumber gambar dan Referensi :
www.youtube.com/watch?v=sHyy3m1ls_g&t=404s




